






В настоящее время в сегменте книг в переплете, так же как и в большинстве других сегментов рынка печатной продукции, отчетливо заметна тенденция к уменьшению тиражей. Для выполнения подобных заказов автоматические брошюровочные линии, оставшиеся на некоторых предприятиях еще с советских времен, малоэффективны, а потому можно констатировать, что постепенно формируется довольно привлекательная новая рыночная ниша - производство малых тиражей книг в переплете на полуавтоматическом оборудовании.
Изготовление высококачественных книг в переплетах с уверенностью можно назвать одной из высших ступеней полиграфического мастерства. Отличительной чертой процесса производства этого вида продукции является сложная послепечатная обработка, которая включает три основные стадии:
- изготовление книжного блока;
- изготовление переплетной крышки;
- сборка и финишная обработка книги.
Изготовление книжных блоков
Для изготовления книжных блоков из отпечатанных листов формируются тетради, которые затем подбираются в комплекты, скрепляемые швейным или бесшвейным способом.
Изготовление тетрадей
Тетради делятся на простые и составные. Первые представляют собой сфальцованный печатный лист, вторые включают дополнительные элементы: приклейки и/или вклейки.
Фальцовка
Операция фальцовки служит для формирования из отпечатанных листов (полотна) тетрадей требуемого формата и конструкции.
Число выполняемых при фальцовке книжных изданий сгибов обычно не превышает четырех, что позволяет получать 32страничные тетради, однако растущее в последние годы использование листовых и рулонных машин очень большого формата привело к тому, что были введены в обиход 48 и 64страничные тетради, имеющие пять сгибов. Число сгибов может быть ограничено в зависимости от толщины и плотности бумаги. Толстые жесткие бумаги фальцуются с меньшим числом сгибов, чем тонкие (при невозможности получения тетради требуемого формата фальцовкой применяется разрезка стопы). Мелованные бумаги обычно фальцуются не более чем в три сгиба (16страничные тетради).

Схема фальцовки зависит от соотношения формата печатных листов и формата книги, а также от требований к конструкции тетрадей. По взаимному расположению фальцев различают параллельную (каждый последующий сгиб параллелен предыдущему), перпендикулярную (каждый последующий сгиб перпендикулярен предыдущему) и комбинированную фальцовку. По расположению фальцев на листе фальцовка делится на симметричную и смещенную. В книжном производстве при получении на операционном оборудовании 8, 16, 32 и 64страничных тетрадей, как правило, используют симметричную перпендикулярную фальцовку, а при изготовлении 12 24 и 48 страничных тетрадей - комбинированную.
Предпочтительно, чтобы в сформированных в результате фальцовки тетрадях машинное направление бумаги было параллельно корешку. При таком расположении волокон фальцы имеют четкую форму при минимальных деформационных нагрузках на бумагу, что улучшает раскрываемость книги и способствует большей прочности скрепления блока. Также рекомендуется, чтобы головка тетради была закрытой, поскольку такие тетради технологичней для дальнейшей обработки (особенно в случае применения самонакладовраскрывателей).
Фальцовка может выполняться в фальцевальнорезальных модулях рулонных печатных машин или на операционном оборудовании, которое используется для обработки оттисков, полученных на листовых печатных машинах. На рулонных печатных машинах, как правило, производится крупнотиражная продукция, поэтому основным оборудованием для фальцовки средних и малых тиражей являются операционные машиныавтоматы.
Независимо от технологических характеристик фальцевальные автоматы включают следующие основные модули: самонаклад, фальцевальные секции, приемное устройство. Для транспортировки листов через секции машины служит система листопроводки. Кроме того, фальцевальные машины могут комплектоваться дополнительными технологическими узлами и модулями.
В современных фальцевальных автоматах используются два типа самонакладов: плоскостапельные и круглостапельные. Плоскостапельные самонаклады подают листы из установленной на плоском столе вертикальной стопы, а круглостапельные включают два стола: листы укладываются на верхний стол с небольшим сдвигом относительно друг друга (вроспуск), формируя каскадный поток, а нижний стол служит для подачи листов в машину. Главным достоинством круглостапельных самонакладов является возможность загрузки бумаги без остановки машины, однако при этом они имеют большие габариты и относительно небольшую емкость.
Проводка листов через фальцевальную машину выполняется роликовыми или тесемочными транспортерами. Тесемочные транспортеры имеют меньшую стоимость, чем роликовые, однако роликовые обеспечивают более стабильные условия проводки листов.

Фальцовка листа выполняется парой стальных валиков, которые обжимают согнутый лист - так называемую петлю, образуя фальц. Усилие обжима определяется расстоянием между фальцевальными валиками и зависит от толщины бумаги, числа и взаимного расположения сгибов и ориентации волокон в листе. Большее усилие требуется при фальцевании толстых бумаги, многосгибных тетрадей и при формировании сгибов поперек волокон бумаги.
В зависимости от способа формирования петли фальцаппараты делятся на два типа: кассетные и ножевые. Кассетный фальцевальный аппарат включает систему из трех валиков и кассету. Валики предназначены для подачи листа в кассету, формирования петли и фальцовки листа. Они образуют две пары: подающую и фальцевальную (один валик является общим). Кассета имеет полость для вхождения листа с ограничителемупором и устанавливается под углом к горизонтальной плоскости.
Кассетная секция может содержать несколько кассет, расположенных в шахматном порядке, которые могут использоваться для образования параллельных фальцев, в том числе для фальцовки намоткой и гармошкой.
В ножевых фальцевальных аппаратах петля образуется в результате деформации листа ножом. Глубина опускания ножа подбирается таким образом, чтобы он надежно вводил петлю между валиками, но не касался их поверхности.
Главным достоинством ножевых фальцевальных аппаратов является высокая точность фальцовки при работе с материалами различной толщины, в том числе при большом числе сгибов. Ножевые фальцаппараты компактны, однако их техническое обслуживание и ручная наладка затруднены изза плохой доступности механизмов. К существенным недостаткам ножевых фальцаппаратов относится ограниченный выбор схем фальцовки (параллельная фальцовка, как правило, невозможна) и ограниченная производительность вследствие наличия в механизме ножа, совершающего возвратнопоступательное перемещение.
Кассетные фальцевальные аппараты предлагают очень большой выбор схем фальцовки и отличаются высокой производительностью, поскольку все их механизмы либо вращаются с постоянной скоростью, либо неподвижны. Они отличаются сравнительно простой конструкцией и легко поддаются наладке. Однако точность кассетной фальцовки ниже, чем ножевой, и в большой степени зависит от толщины листа. Фальцовка в кассетных устройствах очень тонких и очень толстых бумаг, а также получение многостраничных тетрадей обычно технологически сложна или невозможна.
В настоящее время широкое распространение получили комбинированные фальцевальные машины, в которых первые фальцы формируются в кассетных секциях, а последние - в ножевых.
Фальцевальные машины дополнительно могут комплектоваться штанцевальными устройствами для разрезки, биговки и перфорации листов, клеевыми аппаратами, а также устройством шитья термонитью (см. ниже). Разрезка дисковым ножом может использоваться при изготовлении тетрадейдвойников и дает возможность увеличить коэффициент использования формата машины. Биговка и перфорация применяются для облегчения формирования фальца при работе с плотными материалами или при большом числе сгибов.
Приемные устройства фальцевальных машин формируют каскадный поток или горизонтальную стопу сфальцованных тетрадей.
Приклейка
Составные тетради представляют собой сфальцованный печатный лист, укомплектованный дополнительными элементами: форзацем, иллюстрационными вклейками, вклейками с географическими картами и т.п. Дополнительные элементы приклеиваются к тетради снаружи или вклеиваются внутрь.
Форзац - бумажная или комбинированная деталь, соединяющая и скрепляющая книжный блок с переплетной крышкой. Форзац приклеивается либо к первой и последней тетрадям блока перед подборкой, либо к подобранному и скрепленному блоку.

По конструкции и способу присоединения к блоку различают около десяти типов форзацев, однако на практике в абсолютном большинстве случаев применяется простой приклейной форзац, который при большом объеме книги может окантовываться бумагой или тканью.
Форзац изготавливается из специальной прочной на излом бумаги. При применении дисперсионного холодного клея следует использовать водостойкую бумагу. Масса форзацной бумаги должна быть тем больше, чем больше объем блока и масса бумаги блока. Раскрой форзацной бумаги обязательно должен быть долевым, чтобы фальц выполнялся по машинному направлению.

Позиция приклейки простого форзаца к тетради зависит от способа скрепления блока. При швейном скреплении форзац приклеивается в 12 мм от корешка, при бесшвейном со срезкой корешковых фальцев - не менее чем в 5 мм от корешка, при скреплении тетрадей термонитями - без отступа. Ширина полоски клея должна составлять 45 мм.
Окантовка простого приклейного форзаца может выполняться с использованием узкой бумажной или тканевой ленты в случае швейного скрепления блока. Окантовку бумажной лентой рекомендуется производить в случаях, когда объем блока превышает 400 страниц, тканевой лентой - когда объем блока более 640 страниц.
Вклейка дополнительных элементов внутрь тетради, как правило, выполняется вручную, для приклейки может применяться полуавтоматическое и автоматическое оборудование. Различают машины для приклейки форзацев (или других элементов) к тетрадям и машины для приклейки форзацев к блокам.
Автоматические машины для приклейки к тетрадям включают самонаклад тетрадей, самонаклад форзацев (или других элементов), транспортер, клеевой аппарат, устройство обжима и приемное устройство. Клей наносится на тетрадь или форзац - в зависимости от того, какой из этих элементов подается первым. После выравнивания тетради и форзаца, находящихся на разных уровнях транспортера, они подаются в валковую или ленточную секцию обжима, где выполняется склеивание. После приклейки дополнительных элементов клей должен быть высушен.
Автоматические машины для приклейки форзацев к блоку имеют подобный принцип действия - с той разницей, что одновременно осуществляется приклейка двух форзацев, для чего требуются два самонаклада форзацев, два клеевых аппарата, а транспортер должен иметь три уровня. Такие машины, как правило, агрегируются с другим оборудованием для обработки блоков, а потому не имеют собственных самонаклада блоков и приемного устройства.
Приклейка форзацев к блокам по сравнению с приклейкой к тетрадям имеет два основных достоинства: возможность точного позиционирования форзаца у корешка, что обеспечивает максимизацию прочности скрепления, и высокую производительность приклейки, поскольку оба форзаца прикрепляются одновременно. Недостатком является невозможность окантовки форзаца.
Подборка (комплектовка блока)
Книжные блоки комплектуются подборкой: тетради накладываются одна на другую в заданной последовательности. Такой способ комплектовки, в отличие от вкладки, не налагает ограничений на объем блока.
Автоматическая подборка тетрадей выполняется в подборочных машинах, основными элементами которых являются самонаклады, транспортер и выводное устройство. Современные подборочные машины строятся по линейной горизонтальной схеме: тетради последовательно подаются на стол транспортера из установленных на одной горизонтальной линии самонакладов. В настоящее время применяются в основном самонаклады с выводом тетрадей снизу стопы, поскольку такая схема обеспечивает возможность пополнения запаса тетрадей во время работы без остановки машины.
Каждый самонаклад содержит тетради определенной сигнатуры. Тетради загружаются в магазины самонакладов в последовательности от приемного устройства: в последний магазин - первая тетрадь, в предпоследний - вторая и т.п. На транспортер первой подается последняя тетрадь, затем на нее укладывается предпоследняя и так далее до полной комплектации блока. На случай, если подборочная машина не содержит достаточного числа самонакладов, может быть предусмотрена ручная подача в машину предварительно частично подобранных комплектов.
Подборочные машины могут агрегироваться с оборудованием для скрепления блоков, в частности с машинами для клеевого бесшвейного скрепления.
Скрепление блоков
Основными способами скрепления книжных блоков являются шитье нитками и клеевое бесшвейное скрепление. Кроме того, интересной, хотя и не нашедшей широкого применения является технология скрепления тетрадей термонитями с дальнейшим клеевым скреплением блока.
Шитье блоков нитками
Шитье нитками - старейшая технология скрепления книжных блоков, которая использовалась еще в Средневековье при изготовлении рукописных книг. Столь долгое ее существование обусловлено тем, что шитье нитками обеспечивает наибольшую прочность и долговечность скрепления блока.
Различают поблочное и потетрадное шитье, однако в России традиционно применяется только потетрадное. К его достоинствам относятся высокая прочность скрепления блока и хорошая раскрываемость книги. Кроме того, потетрадное шитье не налагает ограничений на последующие операции обработки блоков. Главные недостатки этого способа скрепления - высокая трудоемкость и зависимость производительности шитья от объема блока: для блоков, содержащих разное число тетрадей, время скрепления различно. Эта особенность потетрадного шитья существенно затрудняет агрегирование ниткошвейного оборудования с подборочными машинами и линиями для поточной обработки блоков.
Ниткошвейные машины для потетрадного шитья делятся на автоматы и полуавтоматы. Ниткошвейные автоматы комплектуются самонакладамираскрывателями тетрадей шлейфного и бесшлейфного (перелистывающего) типов, а в полуавтоматах тетрадь раскрывается и укладывается на стол машины вручную. Правильность номера (сигнатуры) тетради может автоматически контролироваться с помощью фотодатчика.
Тетради в процессе шитья соединяются несколькими непрерывными нитями, образующими швы. Каждая нить складывается вдвое, втягивается внутрь тетради через одно отверстие и вытягивается через другое. Петли образуют цепочку, а последняя в шве петля завязывается узлом.
При потетрадном шитье блоков применяется четыре вида стежков: простой брошюрный, простой переплетный, переставной брошюрный и переставной переплетный. При переплетном шитье выполняется пришивка к блоку корешкового материала. В зависимости от числа типов поддерживаемых стежков ниткошвейные машины делятся на универсальные и специализированные.
Образование стежков происходит в результате взаимодействия швейных инструментов: проколов, игл, крючков и шиберов. Проколы формируют отверстия в фальце раскрытой посередине тетради, иглы заводят нити в отверстия, шиберы передают нити крючкам, которые выводят их наружу. Прошитая тетрадь проталкивается на приемный стол машины - к остальным тетрадям блока. После сшивания полного комплекта тетрадей для затягивания узлов и отделения блоков друг от друга выполняется холостой стежок, а затем нитка между блоками разрезается. Для дополнительного упрочнения блока крайние тетради могут склеиваться по корешку (клей наносится перед шитьем).
Следует отметить, что наибольшая прочность ниткошвейного скрепления достигается при скреплении тетрадей, имеющих не менее 16 страниц, причем настоятельно рекомендуется, чтобы все тетради имели одинаковый объем.
Поскольку ниткошвейные машиныавтоматы стоят довольно дорого, для большинства типографий, решивших оснастить участок послепечатной обработки оборудованием для шитья нитками, оптимальным выбором станет полуавтоматическая машина.
Клеевое бесшвейное скрепление
При клеевом бесшвейном скреплении (КБС) листы в блоке скрепляются клеевой пленкой. По сравнению с шитьем нитками КБС имеет следующие достоинства:
- высокая скорость;
- независимость производительности процесса скрепления от объема блока, что позволяет легко агрегировать машины для КБС с подборочным и блокообрабатывающим оборудованием;
- относительная простота и дешевизна оборудования.
Вместе с тем блоки, скрепленные клеевым способом, имеют меньшую прочность и худшую раскрываемость, чем сшитые нитками. Еще одним существенным недостатком КБС является непригодность этого способа для скрепления жестких, плохо впитывающих клей бумаг (например, мелованных).

Принято различать три способа КБС:
- без срезки корешковых фальцев;
- с частичной срезкой корешковых фальцев;
- с полной срезкой корешковых фальцев.
Идея КБС без срезки корешковых фальцев весьма привлекательна, поскольку позволяет добиться довольно существенной экономии бумаги при хорошей раскрываемости книги и отсутствии повреждения корешков тетрадей швейными инструментами. Главной проблемой КБС без срезки корешковых фальцев является скрепление листов внутри тетради. Для ее решения может применяться сшивание листов термонитями (см. ниже) или склейка листов. Склейка может выполняться как в процессе фальцовки, так и в машине КБС путем активации предварительно нанесенного термоклея. Еще одним вариантом реализации КБС без срезки корешковых фальцев является использование фальцовки «гармошкой», при которой тетради не имеют вложенных друг в друга листов. Однако добиться при такой фальцовке высокой точности совмещения корешковых сгибов чрезвычайно сложно. В настоящее время КБС без срезки корешковых фальцев применяется сравнительно редко.
КБС с частичной срезкой корешковых фальцев предполагает удаление 6080% корешковых фальцев путем перфорации корешковых сгибов, формирования шлицев или фрезерования средней части корешка на глубину до 1,5 мм. Удаление фальцев позволяет клею проникнуть к внутренним частям тетрадей, в то время как остатки фальцев способствуют прочному скреплению пар листов. При этом КБС с частичной срезкой корешковых фальцев не рекомендуется использовать для тетрадей, содержащих более 16 страниц, так как в этом случае возможно ухудшение раскрываемости книги и не достигается прочная приклейка внутренних листов тетрадей.
Перфорация фальцев может выполняться в фальцевальных машинах, а для вырубки шлицев и фрезерования требуется специализированное оборудование. Для повышения прочности скрепления блоков может применяться армирование фрезерованной части корешка ткаными или неткаными синтетическими материалами.
Наибольшее распространение в книжном производстве получила технология КБС с полной срезкой корешковых фальцев. При этой технологии блок разделяется на отдельные листы с последующим соединением их клеевой пленкой. Процесс КБС с полной срезкой корешковых фальцев включает следующие операции:
- механическое удаление корешковых фальцев;
- торшонирование - придание поверх ности корешка шероховатости;
- удаление бумажной пыли;
- нанесение клея;
- сушка клея.
Удаление корешковых фальцев выполняется c помощью специальных режущих инструментов - торцевых фрез или дисковых ножей. Минимальная требуемая глубина среза равна толщине корешка тетради, то есть тем больше, чем больше ее страничность и толщина бумаги.

В первом случае отходы имеют пылеобразный вид, а срез - сильную шероховатость, во втором - отходы представляют собой бумажную стружку, а срез характеризуется высокой гладкостью. Фрезы и дисковые ножи могут быть монолитными с впаянными зубьями или составными со съемными резцами.
Для удаления фальцев блок передвигается специальными дисками или планкамизахватами относительно вращающегося режущего инструмента. Плоскость вращения инструмента немного наклонена относительно плоскости корешка, поэтому зубцы фрезы или ножа не касаются уже обработанной части блока.
После удаления корешковых фальцев поверхность корешка блока может подвергаться дополнительной обработке с целью улучшения условия контакта листов и клея. Качество корешка после фрезерования определяется прочностью бумаги, геометрией режущего инструмента, степенью его заточки, глубиной резания, скоростью подачи блока и многими другими факторами. В идеале поверхность корешка должна быть шероховатой при высоте макронеровностей до 0,4 мм, что обеспечивает максимизацию площади контакта бумаги и клея при сохранении прочности листов - без образования надрывов. Для формирования такой поверхности применяется торшонирование с помощью торцевых инструментов: щеток, наждачных дисков и т.п. Торшонирование обязательно должно выполняться в случае срезки фальцев дисковыми ножами (при применении торцевых фрез корешки могут иметь достаточную для прочной склейки шероховатость). Дополнительная обработка корешка после срезки фальцев включает также нанесение поперечных канавок глубиной до 1,5 мм с шагом от 2 до 20 мм. Резцы для формирования канавок могут крепиться на торшонирующей головке.
В высокопроизводительных машинах КБС срезка фальцев и торшонирование, как правило, выполняются в разных секциях, в малоскоростных машинах эти секции могут объединяться.
После торшонирования корешок очищается от бумажной пыли с помощью торцевых или цилиндрических щеток.
В настоящее время для КБС применяются холодный дисперсионный клей на основе ПВА и термоклеи различного состава. Холодный клей ПВАД характеризуется хорошей проникающей способностью, хорошей адгезией к широкому диапазону бумаг, высокой эластичностью клеевой пленки, а также постоянством ее свойств во времени. Основным недостатком ПВАД является необходимость интенсивной сушки, требующей больших энергозатрат.
Термоклеи характеризуются высокой скоростью закрепления, однако по эластичности, адгезионной способности и стойкости к старению клеевой пленки они долгое время уступали ПВАД. Ситуацию изменила разработка термоклеев на полиуретановой основе (см. ст. «Полиуретановые термоклеи для бесшвейного скрепления» в КомпьюАрт № 4’2007), которые по своим характеристикам не только не уступают, но и превосходят ПВАД. В настоящее время многими западными типографиями уже накоплен успешный опыт применения клеев этого типа.
Конструкции клеевых аппаратов в современных машинах КБС весьма разнообразны. Как правило, эти аппараты имеют индивидуальный привод, обеспечивающий равенство окружной скорости вращения наносящих валиков и линейной скорости движения блока. Для регулирования толщины наносимого клея применяются ракели. Клеевой аппарат может содержать дополнительные валики или щетки для втирания и разглаживания клея. Излишки клея удаляются специальным скребком. Аппараты для нанесения термоклеев оснащаются системами регулирования температуры. Иногда, в особенности при применении полиуретановых термоклеев, такие аппараты могут иметь закрытую конструкцию.

В некоторых машинах КБС холодный клей наносится в два приема: в первой клеевой секции наносится тонкий слой жидкой композиции, которая хорошо впитывается и глубоко проникает в бумагу, а во второй - толстый слой более вязкого клея.
Для сушки холодного клея используется ИКизлучение или сверхвысокочастотные токи. Термоклей закрепляется при остывании и в принудительной сушке, как правило, не нуждается.
Дополнительной операцией после склейки блока может быть его окантовка бумажной или тканевой лентой в соответствующей секции машины КБС. Для этого специальный клеевой аппарат выполняет боковую промазку блока или окантовочной ленты. На практике находит применение как продольная, так и поперечная подача окантовочного материала, который отрезается от рулона, позиционируется на корешке и прижимается к нему.
Транспортная система машин КБС может строиться по прямолинейной, круговой (карусельной) и замкнутой прямолинейнокруговой схемам. По первой схеме строятся в основном низкопроизводительные машины, по второй - машины средней производительности, по третьей - высокопроизводительные системы.
Шитье термонитями (швейно-клеевое скрепление)
Шитье термонитями - технология, позволяющая прочно скрепить листы в тетрадях. Для шитья используется особая нить, включающая плавящуюся при нагреве составляющую. По месту будущего фальца тетради прошиваются несколькими нитяными
Побразными скобами, концы которых привариваются нагретой планкой к бумаге. После этого на фальцевальной воронке формируется последний фальц тетради. Подобранные комплекты сшитых термонитями тетрадей скрепляются в блок клеевым способом (фальцы не удаляются).
Основные достоинства шитья термонитями:
- высокая прочность скрепления, сравнимая с традиционным шитьем нитками;
- хорошая раскрываемость книг;
- высокая скорость шитья, что позволяет агрегировать оборудование для скрепления термонитями с фальцевальными машинами.
К сожалению, оборудование для шитья термонитями стоит довольно дорого и выпускается только одной фирмой - производителем полиграфических машин.
Обработка блоков
Процесс обработки скрепленных блоков может включать следующие операции:
- обжим блока;
- заклейка и сушка корешка;
- обжим корешка;
- трехсторонняя обрезка блока;
- закраска обрезов;
- кругление корешка;
- отгибка фальцев или краев;
- приклейка корешкового материала;
- приклейка ленточкизакладки;
- приклейка капталов;
- приклейка бумажной полоски.
Обязательными операциями для блоков, скрепленных нитками, являются заклейка, сушка и обжим корешка, а также трехсторонняя обрезка, остальные же операции выполняются в случае предъявления соответствующих требований к оформлению и долговечности книги. Для блоков, скрепленных клеевым способом, обязательна только трехсторонняя обрезка.
Обжим скрепленных швейным способом блоков перед заклейкой корешка выполняется с целью их калибровки по толщине. Кроме того, в процессе обжима происходит сжатие отверстий, проделанных в фальцах швейными инструментами, что предотвращает проникновение через них клея внутрь блока. Для достижения лучшей спресованности блоков в блокообрабатывающих агрегатах обжим выполняется многократно. После обжима выполняется заклейка корешка, в результате которой корешки тетрадей дополнительно скрепляются клеевой пленкой, которая придает корешку блока монолитность и прочность.
При трехсторонней обрезке блоков срезаются все фальцы, кроме корешковых, и блок приобретает окончательные геометрические размеры. Обрезка выполняется в один прием на трехножевой резальной машине или в три приема на одноножевой резальной машине. Во втором случае вначале обрезается нижний край блока, затем - головка и только после этого - передний край. При обрезке нижнего и верхнего краев блок следует укладывать так, чтобы нож вначале врезался в корешок, поскольку при этом минимизируется риск вырывания части корешка.

Закраска обрезов - операция, улучшающая внешний вид книги, - выполняется на автоматических машинах или вручную. Также существует автоматическое и полуавтоматическое оборудование для металлизации (как правило, золочения) обрезов полиграфической фольгой. В таких машинах поверхность обреза предварительно шлифуется и покрывается грунтовым лаком.
Кругление корешка - придание корешку книжного блока и его переднему обрезу округлой формы - выполняется для выравнивания блока по толщине и улучшения раскрываемости книги. В полуавтоматических машинах кругление выполняется сталкиванием в профильную колодку, в автоматических блокообрабатывающих линиях часто применяется прокатка в валиках.
Отгибка фальцев (краев) корешка блока - придание корешку грибообразной формы - способствует повышению прочности блока и прочности скрепления блока с переплетной крышкой, поскольку отогнутые фальцы создают опоры для сторонок крышки. Отгибка фальцев, как правило, выполняется с помощью профильной колодки или профильного валика.
Приклейка к корешку ленточки закладки, корешкового материала, капталов и бумажной полоски завершает обработку блока перед его вставкой в переплетную крышку. Корешковый материал и бумажная полоска служат для упрочнения блока.
В случае если блок скреплялся нитками с пришиванием полиграфической марли (переплетными стежками), приклейка дополнительной полоски корешкового материала может не выполняться.
Каптал - хлопчатобумажная, полушелковая или шелковая лента шириной до 10 мм с утолщенным краем. Каптал наклеивается на верхний и нижний края блока, чтобы дополнительно скрепить их и прикрыть зазор между корешком блока и корешком переплетной крышки.
Обработка блоков может выполняться вручную, на операционном оборудовании или на автоматических блокообрабатывающих линиях. В условиях мелкотиражного производства рациональным выбором представляется использование полуавтоматического оборудования в сочетании с ручным трудом при выполнении некоторых редких операций (например, в случае необходимости приклейки закладки).
Окончание в следующем номере
Изготовление книжных блоков включает всего две операции - их комплектовку и скрепление, но это операции первостепенной важности, так как качество их выполнения определяет важнейшие потребительские свойства книжных изданий - удобство пользования, их прочность и долговечность.
Комплектовка - это подборка в строгой последовательности всех тетрадей или листов книжного блока или комплектного издания. В соответствии с конструкцией книжных изданий комплектовка книжных блоков выполняется вкладкой и подборкой (рис. 5.1 ); комплектные издания, состоящие из отдельных листов, комплектуются только подборкой.
Комплектовка блоков вкладкой применяется только при изготовлении малообъемных книжных изданий с толщиной блока до 4 или 5 мм - изданий в переплетной крышке и в обложке соответственно. Такое ограничение объясняется тем, что при большей толщине блока ширина листов и передних полей внутреннего разворота готовой книги будет более чем на 3 - 4 мм меньше, чем у наружных листов блока.
В мелкосерийном производстве комплектовку книжных блоков производят вручную. При комплектовке вкладкой стопы тетрадей укладывают на столе по порядку номеров тетрадей слева направо, а комплектовку производят справа налево, вкладывая внутренние тетради в наружные и затем весь блок в обложку. При комплектовке подборкой стопы тетрадей укладывают в ячейки специального стола, комплектовку начинают с последней тетради или листа блока, укладывая их на ладонь или картонный уголок.
В средне- и крупносерийном производстве изданий в обложке комплектовку вкладкой, производят на вкладочно-швейных машинах и вкладочно-швейно-резальных агрегатах (ВШРА). На вкладочно-швейных машинах тетради и обложка вручную раскрываются посередине и последовательно накидываются - внутренняя на цепной транспортер, а наружные и обложка друг на друга по мере их движения к швейному аппарату, работающему в автоматическом режиме. В ВШРА все операции, кроме загрузки самонакладов, автоматизированы. Современные ВШРА имеют максимальную техническую скорость работы от 167 до 300 цикл/мин.
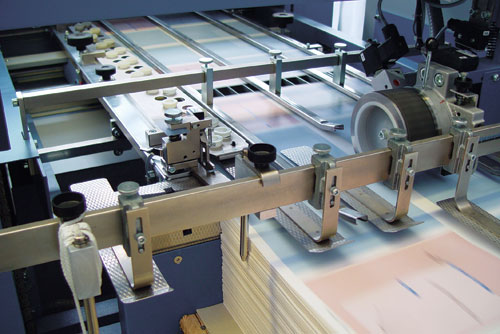
На крупных полиграфических предприятиях комплектовка блоков подборкой выполняется на подборочных автоматах, например, 891 и 892 (фирма «Бремер-Шталь», ФРГ), число станций для загрузки тетрадями может достигать 42, а максимальная техническая скорость - 120 цикл/мин. Перед работой и периодически в процессе работы самонаклада станций подборочной машины вручную загружают стопами тетрадей в строгой последовательности их сигнатурных номеров. Во время работы машины тетради выводятся самонакладами на сборочный транспортер, который за цикл работы машины перемещается на ширину одного магазина и выводит скомплектованные блоки на приемный стол или передает их на последующую обработку (рис. 5.2 ).
На подборочных машинах с большим числом станций за один цикл можно подбирать два или три книжных блока, но если число тетрадей в блоке значительно больше числа станций в машине, то две половины блока комплектуют раздельно, после чего их соединяют вручную. При клеевом бесшвейном скреплении (КБС) книжных блоков подборочный автомат подключают к агрегату КБС, что позволяет организовать непрерывное поточное производство уже с операции комплектовки блока, скорость таких агрегатов может достигать 300 цикл/мин.
В скомплектованных блоках должно быть полное число доброкачественных тетрадей данного издания, которые должны быть расположены в заданном порядке, одноименными полями в одну сторону. Тетради должны быть чистыми, без повреждений. Для визуального, контроля качества блоков, скомплектованных подборкой, по месту корешковых сгибов тетрадей заранее печатаются потетрадные и позаказные метки, которые в скомплектованном блоке образуют на корешке правильную «лесенку» и поперечную полосу (рис. 5.3 ).
Скрепление книжных блоков, состоящих из отдельных листов или тетрадей, может осуществляться различными способами, каждый из которых имеет свои достоинства, недостатки и преимущественную область применения. По варианту технологии скрепления книжных блоков все способы делятся на потетрадные и поблочные, а по виду скрепляющих материалов, деталей или устройств - на швейные, клеевые, швейно-клеевые и механические. По виду укладки тетрадей или блока в швейной машине и месту расположения скрепляющих элементов швейное скрепление может выполняться вразъем (по корешковому сгибу тетрадей), внакидку (по корешковому сгибу блока, скомплектованного вкладкой) и втачку (по корешковому полю блока, скомплектованного подборкой). Клеевое скрепление выполняется по поверхности корешка, а механические способы - по корешковому полю блока.
При потетрадном скреплении книжных блоков, характерном лишь для шитья нитками и проволокой, все листы каждой тетради скрепляются поперечными элементами нитяного шва или ножками проволочных скоб, а тетради последовательно присоединяются друг к другу с помощью наружных элементов шва и корешкового материала или, при шитье проволокой, - только с помощью корешкового материала. При поблочном скреплении листы или тетради книжного блока скрепляются одновременно за один или несколько (при шитье нитками внакидку и втачку - за несколько десятков) циклов работы оборудования.
Технология потетрадного скрепления книжных блоков обеспечивает высокую прочность, долговечность и хорошую раскрываемость книжных изданий, но ее высокая трудоемкость, прямо пропорциональная числу тетрадей в книжном блоке, не позволяет включать эту операцию в непрерывное поточное производство. Технология поблочного скрепления блоков, трудоемкость основных вариантов которого не зависит от их толщины и формата обеспечивает высокую производительность ведущего оборудования, позволяет организовать непрерывное поточное производство наибольшей части цепочки технологических операций, начинать его с комплектовки блоков, а не с их обработки, как это делается при потетрадном скреплении блоков. При поблочном скреплении блоков обычно создается равнопрочная по толщине блока конструкция книжного издания, но крайние (при комплектовке вкладкой - наружные и внутренние) листы блока скрепляются менее прочно. Раскрываемость изданий зависит в основном от вида поблочного скрепления и может изменяться от полной (при скреплении спиралями, гребенками, замками) до плохой (при шитье проволокой втачку, скреплении винтами и заклепками).
В швейных способах, при шитье блоков нитками и проволокой, скрепляющими материалами являются нитки или тонкая проволока, в клеевых бесшвейных способах (КБС) - клей (дополнительно - обложка или окантовочный материал); в швейно-клеевом способе листы каждой тетради скрепляются нитяными скобами, а тетради друг с другом - клеем и окантовочным материалом. В механических способах скрепления блоков используются металлические или пластмассовые крепежные детали - винты с гайками, заклепки, спирали, кольцеобразные гребенки, обоймы и замковые устройства с разъемными дужками.
Швейные способы скрепления блоков позволяют получать высокую прочность и долговечность изданий, но при значительной толщине или высоте блока весьма трудоемки. Клеевое бесшвейное скрепление в зависимости от загрузки полиграфического предприятия может осуществляться на сравнительно простом полуавтоматическом оборудовании или на высокопроизводительных поточных линиях, на которых может выполняться большая часть цепочки брошюровочно-переплетных операций. Оно характеризуется малой трудоемкостью технологического процесса и высокой рентабельностью производства. В то же время КБС дает хорошие результаты лишь при тщательном подборе клея к бумаге и строгом соблюдении режимов выполнения технологических операций. Швейно-клеевое скрепление блоков сочетает достоинства швейного и клеевого способов скрепления, обеспечивает возможность организации непрерывного поточного производства, начиная с комплектовки книжных блоков, хорошую прочность, долговечность и раскрываемость изданий. К его недостаткам можно отнести то, что оно может применяться при обработке листовой печатной продукции, так как скрепление тетрадей нитяными скобами выполняется на фальцевальных машинах, снабженных швейными аппаратами. Механические способы скрепления позволяют надежно скрепить блоки практически любой толщины и любого формата на простом малогабаритном оборудовании. Они обеспечивают высокую прочность и долговечность различной продукции книжного типа, но при их применении необходима предварительная операция высечки или сверления отверстий в корешковой зоне блока, значительно снижается процент использования бумаги.
Можно утверждать, что максимальную прочность и долговечность книжных изданий обеспечивает скрепление блоков нитками, несколько меньшую - скрепление проволокой и термонитями, а наименьшую - клеевое бесшвейное скрепление. Полную раскрываемость книжных изданий обеспечивает скрепление блоков спиралями, гребенками и замками, очень хорошую - потетрадное шитье нитками и проволокой и швейно-клеевое скрепление, хорошую - КБС, а плохую - шитье нитками и проволокой втачку, скрепление винтами, заклепками и обоймами. По производительности ведущего оборудования, трудозатратам и рентабельности производства наилучшие показатели у шитья проволокой внакидку и клеевого бесшвейного скрепления, хорошие - у швейно-клеевого скрепления, наихудшие - у потетрадного шитья нитками и проволокой и механических способов скрепления.
Шитье нитками самый старый способ скрепления книжных блоков, так как он применялся и для скрепления рукописных книг. В мировой практике применяют три вида шитья блоков нитками: потетрадное, внакидку и втачку. Потетрадное шитье имеет две разновидности: на марле и без марли.
Почти два тысячелетия рукописные и печатные книги сшивали потетрадно нитками тонкими сухожилиями и нитками вручную с использованием простого швейного станка (деревянной доски с П-образной стойкой на краю), позволяющего закреплять связки или тесьмы в натянутом состоянии. Технология потетрадного шитья книжных блоков была механизирована лишь в конце 19 в., в 1984 г. (фирма «Бремер», Германия) и автоматизирована в 50-х гг. 20 в. (СССР). В настоящее время шитье блоков нитками осуществляется на специализированных ниткошвейных полуавтоматах и автоматах. Специализированные машины предназначены для потетрадного шитья блоков простым брошюрным стежком (рис. 5.4 ) без марли. Универсальные ниткошвейные машины позволяют шить блоки на марле простым и переставным переплетным стежком и без марли простым и переставным брошюрным стежком.
Для шитья используются прочные капроновые и хлопчатобумажные нитки линейной плотностью порядка 50 текс (г/км) и полиграфическая хлопко-полиэфирная марля марки «НШ» (для ниткошвейных машин). При шитье без марли листы тетрадей и тетради друг с другом скрепляются тремя-шестью стежками, число которых зависит от высоты книжного блока, а крайние тетради блока приклеиваются к соседним узкой полоской клея, чтобы предотвратить их отрыв из-за роспуска шва после разрезки нитей между блоками. При шитье на марле к корешку блока наружными элементами шва дополнительно прикрепляется широкая лента корешкового материала, служащая для надежного скрепления переплетной крышки с блоком, а между блоками делается марлевая петля, которая после разрезки, выполняемой вручную на приемном столе машины, образует клапаны корешкового материала, ширина которых может быть 18 или 22 мм в зависимости от формата и толщины блока.
Корешковый материал заготавливается в виде рулонов, ширина которых формула" src="http://hi-edu.ru/e-books/xbook280/files/4.gif%20" border="0" align="absmiddle" alt=" = В - 35 = в - 25, где В - высота блока до, а в - после обрезки с трех сторон, мм.
Производительность ниткошвейных полуавтоматов составляет около 60 тетрадей в минуту, а максимальная техническая скорость автоматов достигает 100-130 цикл/мин. Однако даже при высокой скорости шитья трудоемкость шитья блоков, состоящих из 20 - 30 тетрадей, составляет значительную часть всех трудозатрат, необходимых на брошюровочно-переплетные процессы. Вследствие этого, в настоящее время потетрадное шитье нитками применяется преимущественно для скрепления, блоков изданий, рассчитанных на большой срок службы и (или) интенсивное пользование - собраний сочинений, энциклопедий, многообъемных словарей и справочников, учебников и др. Потетрадное шитье без марли простым брошюрным стежком применяется в основном при изготовлении изданий в переплетной крышке, если дальнейшую обработку блоков толщиной 12 - 40 мм предполагается обрабатывать на автоматизированных лоточных линиях, на которых марля приклеивается после механической обработки корешка. Этот способ шитья иногда применяют в мелкосерийном производстве многообъемных изданий в обложке при толщине блока свыше 15 мм, если другие способы скрепления нельзя применить (например, из-за отсутствия оборудования) или они не могут обеспечить требуемые значения показателей прочности, долговечности и раскрываемости изданий.
Поблочное шитье блоков нитками внакидку имеет ограниченное применение, например, в крупносерийном производстве малообъемных детских изданий в переплетной крышке. Этот способ скрепления используется в поточной линии «Де Флорес» (фирма «МакКейн», США), в которой шитье блоков выполняется швейной машиной фирмы «Зингер» (США) двухниточным цепочечным швом с длиной стежка до 2 мм.
Шитье книжных блоков нитками втачку может осуществляться на специальных машинах фирмы «Зингер» сравнительно толстыми нитками линейной плотностью порядка 100 текс. За рубежом этот способ достаточно широко применяется при изготовлении изданий, рассчитанных на большой срок службы или интенсивное пользование при выборочном чтении - учебников, справочников, энциклопедий и т.п.
Шитье книжных блоков проволокой в производстве изданий в переплетной крышке среднего, значительного и большого объемов стали применять в последней четверти 19 в.: первая многоаппаратная проволокошвейная машина была создана фирмой «Братья Бремер» (США) в 1875 - 1876 гг. Это была полуавтоматическая машина для потетрадного скрепления блоков на корешковом материале. На таких машинах осуществляется шитье проволокой вразъем, при котором проволочные скобы, сформированные 4-7 швейными аппаратами, прокалывает полураскрытую тетрадь изнутри, а ножки скоб загибаются поверх корешкового материала.
В мировой практике применяют три вида шитья проволокой: потетрадное вразъем и поблочные внакидку (рис. 5.5 ) и втачку. Потетрадное шитье проволокой вразъем широко (наравне с потетрадным шитьем нитками) применялось в течение примерно 80 лет, но конкурировать с автоматизированным шитьем нитками во второй половине 20 в. этот способ уже не мог. В 70-х гг. 20 в. машины для потетрадного шитья проволокой вразъем были сняты с производства, но и в настоящее время они еще используются на полиграфических предприятиях в производстве альбомов, атласов, кляссеров и другой малотиражной продукции практически любого формата и толщины блока.
Поблочное шитье блоков проволокой внакидку может выполняться на проволокошвейных машинах типа 4БШ1-30 (Украина), на вкладочно-швейных машинах типа 731 и 735 (предприятие «Полиграф», ГДР) и на вкладочно-швейно-резальных агрегатах (Н11РА) различных моделей. Поблочное шитье блоков проволокой втачку может выполняться на проволокошвейных машинах 4НШ-30 и на подборочно-швейных автоматах, например, 891-D (фирма «Бремер-Шталъ», ФРГ).
Одноаппаратные проволокошвейные машины рассчитаны на скрепление изданий и блоков малого и среднего объема, при этом они быстро переналаживаются с шитья внакидку на шитье втачку или наоборот. Производительность этих машин невелика (14 - 20 экз/мин при шитье внакидку и 10 - 15 экз/мин при шитье втачку), поэтому они используются в основном в мелкосерийном производстве книжных изданий в обложке.
Подборочно-швейными называют подборочные машины (см. 5.1), снабженные аппаратами для шитья блоков втачку. Они рассчитаны на изготовление блоков среднего объема для изданий в обложке и могут успешно применяться в среднесерийном производстве. В России и странах СНГ эти машины не получили широкого применения, так как такие издания в настоящее время предпочитают скреплять клеевым бесшвейным способом на машинах, которые выполняют и последующую операцию крытья блока обложкой. Вкладочно-швейные машины с ручным накладом тетрадей и обложки не получили широкого применения из-за высокой трудоемкости обслуживания и низкой рентабельности. Широкое распространение получили ВШРА, предназначенные для массового производства изданий в обложке и имеющие максимальную техническую скорость от 150 цикл/мин (модель 750, фирма «Бремер-Шталь, ФРГ) до 300 цикл/мин (модель 301, фирма «Мюллер-Мартини», Швейцария»).
Для шитья используется тонкая (около 0,6 мм) стальная полиграфическая или общего назначения проволока, диаметр которой подбирается в соответствии с поверхностной плотностью бумаги,. толщиной тетрадей или блоков и может отличаться от указанного в меньшую или большую сторону на 01-0,2 мм.
Идея клеевого бесшвейного скрепления (КБС), соединения отдельных листов книжного блока только клеем, появилась давно (первый патент зарегистрирован в Австрии в 1811 г.), но реальная возможность получения прочной и долговечной склейки листов по торцам появилась лишь после получения поливинилацетата (1936 г., Германия), водная дисперсия которого (ПВАД) широко применяется в технологии КБС. В России и странах СНГ этот способ скрепления блоков стал применяться для скрепления изданий в обложке с 50-х гг., а для изданий в переплетной крышке - с 80-х гг. 20 в.
По технологии подготовки тетрадей книжного блока к скреплению способы клеевого скрепления делятся на три группы:
1) с фрезерованием корешковых фальцев тетрадей;
2) с частичным разрушением фальцев;
3) без разрушения фальцев.
В каждой группе различают по три варианта технологии КБС, но в данном учебном пособии дадим описание лишь тех вариантов, которые получили относительно широкое применение в полиграфии России и стран СНГ.
Наиболее широкое применение во всем мире получил вариант КБС с фрезерованием корешковых фальцев без роспуска (сдвига «лесенкой») листов, в котором у скомплектованного блока сфрезеровываются корешковые фальцы на величину до 5 мм, после чего тщательно удаляется бумажная пыль, корешок блока заклеивается толстым (до 0,8 мм) слоем клея, а блок кроется обложкой или окантовывается корешковым материалом. Для изготовления изданий в обложке по данной технологии фирма «Мюллер-Мартини» (Швейцария) выпускает более десяти моделей машин и агрегатов КЕС с максимальной технической скоростью от 25 («Беби-Пони») до 300 цикл/мин («Нормбиндер SFC»). Для оснащения малых полиграфических предприятий различные фирмы выпускают малогабаритные полуавтоматические машины КБС, выполняющие две-три основные операции: фрезерование и заклейку корешка, крытъе блока обложкой.
Ведущие фирмы, производящие брошюровочно-переплетное оборудование, выпускают агрегаты и поточные линии КБС, рассчитанные и на изготовление изданий в переплетной крышке. Такие поточные линии (например, линия на основе агрегата «Систембиндер КМ» фирмы «Колбус», ФРГ) отличаются тем, что подборочный автомат дополняется секцией приклейки или присоединения форзацев к блоку, агрегат КБС работает на «холодном» клее, тлеет секцию окантовки корешка блока, высокочастотное сушильное устройство и дополняется протяженным транспортером для охлаждения и досушки окантованных блоков перед их трехсторонней обрезкой.
Для КБС применяется неразбавленная высоковязкая ПБАД с содержанием сухого вещества около 50% или термоклей на основе сополимера винилацетата с этиленом. Термоклей перед работой разогревается и наносится на корешок блока в виде расплава с температурой от 140 до 180°С. Он не требует сушки, так как закрепляется при затвердевании за счет естественного охлаждения в течение нескольких десятков секунд. КБС предъявляет особые требования к бумаге блока: она не должна быть сильноклееной и жесткой, лучшие результаты по прочности и долговечности изданий обеспечивают пористые, слабоклееные, тонкие бумаги с долевым раскроем,- с машинным направлением вдоль корешка блока.
Применение термоклея позволяет примерно в 1,5 раза повысить скорость работы оборудования и полностью автоматизировать производство на операциях от комплектовки блока до упаковки готовой продукции. К недостаткам этого варианта технологии КБС следует отнести то, что термоклей значительно дороже ПВАД, дает жесткую и относительно недолговечную пленку, что ухудшает раскрываемость изданий и ограничивает область его применения производством изданий в обложке с малым сроком службы,
На Украине в 1960-х гг. был разработан и получил применение вариант КБС с фрезерованием корешковых фальцев и армированием корешка полиграфической марлей, заправляемой в узкие поперечные пропилы (прорези), что значительно повышает прочность и долговечность клеевого скрепления листов блока. Этот вариант КБС осуществляется на полуавтоматах бесшвейного скрепления (ПБС «Спутник»), в которых выполняется контейнерная (сразу по нескольку экземпляров) обработка блоков для изданий в переплетной крышке.
В последнее десятилетие получил промышленное применение вариант КБС без срезки корешковых фальцев и склейкой мест корешковых сгибов в процессе фальцовки запечатанной бумажной ленты в фальцаппаратах рулонных книжно-журнальных печатных машин. Проклейка мест корешковых сгибов может выполняться системой струйных аппаратов типа «Оптиматик-6000» (фирма «Планатольверке В. Хессельман, ФРГ). Изготовление и обработка книжных блоков, состоящих из таких тетрадей, может выполняться на любых машинах и поточных линиях клеевого бесшвейного скрепления при отключении секции фрезерования корешка, что позволяет считать этот вариант КБС весьма перспективным в крупносерийном производстве книжных изданий.
Другие варианты КБС в данной дисциплине не рассматриваются.
Способ швейно-клеевого скрепления книжных блоков был разработан в ГДР и получил промышленное применение в 60-х гг. 20 в. По этому способу скрепление книжного блока происходит в два этапа: каждая тетрадь блока в процессе ее фальцовки прошивается специальными нитками по месту корешкового сгиба, а скрепление скомплектованного блока, состоящего из прошитых тетрадей, производится клеем и окантовочным материалом. Шитье тетрадей производится в фальцевальных машинах, снабженных специальными швейными аппаратами модели 311, установленными над транспортным столом последней фалъцсекции. Швейный аппарат формирует две нитяные скобы (рис. 5.6 ), ножки которых в момент кратковременной остановки тетради на транспортном столе фальцмашины выводятся через отверстия, образованные тонкими иглами, на наружную сторону тетради, отгибаются в сторону, прижимаются и привариваются к тетради по линии последующего корешкового сгиба нагретыми примерно до 250° С колодками. В фальцмашине, в зависимости от высоты корешка сшиваемой тетради, могут быть задействованы от одного до четырех швейных аппаратов, что позволяет скреплять тетради двумя-восемью скобами, которые распределяют попарно и равномерно по высоте корешка.
Шитье термонитями может осуществляться также на полуавтоматических машинах модели 301 и на швейно-фальцевалъных автоматах 341 (фирма «Бремер-Шталь», ФРГ). На полуавтоматах 301 раскрытая тетрадь укладывается вручную на рабочем столе и прошивается при нажатии на педаль. Швейно-фальцевальные автоматы 341 могут подключаться к любой фальцевальной машине для шитья частично сфальцованной тетради и получения последнего (третьего или четвертого) сгиба.
На автомате 341 установлен один швейный аппарат ротационного принципа действия (рис. 5.7 ), который скрепляет тетради в процессе их движения, поэтому нитяные скобы распределяются равномерно по всей длине фальца, получаемого в секции корешкового сгиба, а их число определяется высотой корешка.
Швейные полуавтоматы 301 рассчитаны на применение в малых полиграфических предприятиях, где их используют в производстве малообъемных издании в обложке, рекламных изданий книжного типа. Фалъцевально-швейные машины с аппаратами 311 и швейно-фальцевальные автоматы предназначены для средних и крупных предприятий, выпускающих книжную продукцию в переплетных крышках.
Для шитья термонитями используются специальные двухкомпонентные вискозно-полипропиленовые нити, полипропиленовая составляющая которых при шитье играет роль термоклея, переходящего в жидкотекучее состояние в интервале температур 220-270°С.
Швейно-клеевое скрепление предусматривает еще две операции, которые выполняются после комплектовки блока: заклейку корешка и его окантовку, что позволяет получить прочное клеевое скрепление сшитых тетрадей друг с другом и повышает надежность скрепления ножек нитяных скоб (рис. 5.8 ). Эти и последующие, операции выполняются на заклеечно-окантовочном агрегате 670 (фирма «Бремер-Шталь», ФРГ), который используется как пооперационное оборудование или работает в поточной линии, состоящей из подборочной машины 891, агрегата 670, сушильного устройства Т2, ТЗ или Т4 (различной мощности - в зависимости от толщины книжных блоков) и трехножевого резального автомата SDY-EZ.
Скрепление термонитями получило широкое применение в Германии (в конце 80-х гг. 20 в. в ГДР этим способом скреплялось около 50% книжных изданий). В России и странах СНГ оно находит ограниченное применение, так как предполагает использование листовой печати и получение тетрадей на фальцевальных машинах. Из-за неоспоримого достоинства этого способа скрепления - получения малых отверстий от проколов тонкими иглами в корешке тетрадей, через которые не проникает клей, наносимый на корешок в процессе обработки блока и портящий внутренние развороты книги, - этот способ применяют в производстве иллюстрированных книжных изданий, отпечатанных на мелованных и высококаландрированных бумагах.
Аналоговая цветопроба (растровая цветопроба) - цветопроба, изготовленная с цветоделенных растрированных фотоформ (как правило, для офсетной и высокой печати) перед печатью издания.
Биговка - процесс нанесения прямолинейных углублений - бигов.
Брошюра - книжное издание объемом от 6 до 48 страниц в мягкой обложке в виде нескольких сброшюрованных и скрепленных листов печатного материала.
Бумага - материал в виде тонкого слоя (до 400 мк), состоящий из предварительно размолотых растительных или синтетических волокон, беспорядочно переплетенных и связанных между собой водородными связями и проклеивающим веществом. Формирование бумага производится методом осаждения на непрерывно движущейся сетке бумагоделательной машины из разбавленной до 90% водой волокнистой суспензии. При формировании бумаги образуются лицевая и сеточная стороны, которые могут отличаться по своим свойствам.
Верстка - 1) процесс формирования полосы издания; 2) оттиск, направляемый на корректуру.
Вкладочно-швейно-резальный автомат/агрегат (ВШРА) - линия (агрегат), предназначенная для изготовления брошюр и журналов вкладкой вместе с обложкой, прошивки их проволокой по сгибу с загибкой ножек скоб внутрь блока и обрезка с трех сторон.
Вспомогательные полиграфические материалы - полиграфические материалы, которые участвуют в технологическом процессе и способствуют изготовлению издания, но непосредственно в издание не входят, например, фотопленка, формные материалы, офсетные резинотканевые пластины и др.
Выборочное лакирование - лакирование оттиска не по всей поверхности, а только на отдельных его участках. Для выборочного лакирования используют печатные формы трафаретной, высокой (флексографской) или офсетной печати.
Выворотка (выворотная печать, выворот) - печать фона черной или цветными красками, при которой незапечатанными остается только текст. Используется как прием оформления рекламных буклетов, журнальных полос и пр.
Высечка - вырубка при помощи острозаточенного штампа этикеточных или других изделий либо конфигурации, как правило, занимающих всю площадь листа. Проводится на небольшой пачке листов. Часто высечку производят с использованием отдельных приверток в виде полос или квадратов, на которые предварительно разрезается стопа оттисков.
Градация серого - ступени серого: от белого до насыщенного черного цвета.
Градация цветного тона - различные ступени одного цветового тона: от белого или черного до максимально насыщенного.
Двухсторонняя печать - печать на двух сторонах бумаги (картона, пленки и др.) за один прогон листа в печатной машине.
Денситометр - прибор, предназначенный для измерения оптических плотностей при отражении (на оттисках и фотографиях) и при пропускании света (на слайдах, негативах и диапозитивах).
Дисперсионный лак - лак на водной основе, не влияет на цветовые характеристики оттиска.
Допечатное оборудование - предназначено для выполнения процессов подготовки издания к печати до изготовления печатной формы включительно.
Допечатные процессы - все стадии полиграфической технологии, связанные с подготовкой издания к печати (набор, цветоделение, обработка текста и изображения, верстка полос издания, монтаж и раскладка полос на печатном листе) до изготовления печатной формы включительно.
Картон - плотный древесноволокнистый материал толщиной от 0,3 мм. Бумагу плотностью более 250 г/м 2 принято считать картоном, если другое не оговорено специально.
Кассетная фальцевальная машина - в которой складывание бумажного листа осуществляется с помощью кассеты, направляющей лист местом будущего сгиба во вращающуюся пару валиков, образующую сгиб листа.
Каширование - соединение (склеивание) двух различных материалов (например алюминиевой фольги и бумаги).
Классификация печатной бумаги - группировка разных видов бумаги по следующим признакам: 1) по способу печати (типографская, офсетная, для глубокой печати и пр.); 2) по виду печатной продукции (газетная, книжно-журнальная, иллюстрационная, картографическая и пр.); 3) по товарному виду (листовая или рулонная); 4) по способу изготовления (мелованная, немелованная, с водяными знаками и пр.); 5) по способу отделки (машинной гладкости, глазированная, тисненая и пр.). В каждой классификационной группе могут быть несколько сортов бумаг, которые различаются между собой отдельными показателями и маркируются дополнительно буквами и цифрами.
Клеевое бесшвейное скрепление - скрепление листов книжного блока по корешку клеем.
Комбинированная фальцевальная машина - в которой возможные сгибы образуются как с помощью кассет, так и ножей, установленных в различных фальцаппаратах и секциях машины.
Комплектовка блока вкладкой - составление книжного блока вкладыванием тетрадей одна в другую в определенной последовательности. Применяются при изготовлении журналов и брошюр небольшого объема (до 96 страниц).
Комплектовка блока накидкой - составление книжного блока накидыванием тетрадей одна на другую в определенной последовательности. Применяют при изготовлении журналов и брошюр небольшого объема (до 96 страниц).
Комплектовка блока подборкой - составление книжного блока издания из последовательно расположенных одна в другую тетрадей или отдельных листов. Широко используется при изготовлении книжных изданий.
Комплектовка книжного блока - компоновка книжного блока из тетрадей (листов) и других составных деталей вкладкой (накидкой) или подборкой.
Конгревное тиснение (конгрев) - получение многоуровневого рельефного изображения без краски и фольги при сжатии участка переплетной крышки, открытки между нагретыми штампом и контрштампом (соответственно, пуансоном и матрицей). Выполняется в специальных печатных прессах или в тигельных печатных машинах. Это эффектный прием оформления переплетной крышки и рекламных изданий на тонком картоне или толстой бумаге, иногда с использованием и фольги.
Контрольные плашки - плашки для проверки установленных норм подачи красок при печати.
Контрольный оттиск - оттиск, взятый с печатной машины во время печати тиража для оценки и контроля качества печати. Контрольный оттиск оценивается печатником или другим сотрудником предприятия, а в некоторых случаях также и заказчиком.
Копировальная рама - устройство, состоящее из стола и крышки из стекла. Стол может быть вакуумным. Копировальная рама служит для экспонирования светочувствительных листовых материалов. Источник излучения расположен относительно стола таким образом, чтобы на стол попадало максимальное количество излучения.
Копировальный слой - чувствительный к действию света слой, содержащий светочувствительные вещества (диазосоединения, желатин с бихроматом щелочных металлов и пр.); применяются при изготовлении печатных форм. В качестве копировального слоя используются и фотополимеры.
Корешок - 1) край книжного блока, место, где скреплены все технологические элементы книги (тетради, марля, каптал, ляссе и пр.); 2) микронеровности на поверхности офсетных формных пластин после зернения ("грубый корешок" - офсетная формная пластина с микронеровностями относительно большой величины).
Краскооттиск - 1) изображение (текст, иллюстрация и пр.), получаемое в результате каждого соприкосновения листа запечатываемого материала с печатной формой; 2) отпечатанный с одной стороны в одну краску лист одного из основных стандартных форматов: 60х90, 70х100, 60х84, 70х90, 75х90, 70х108, 84х108 см. В краскооттисках оценивают производительность печатных машин, печатных подразделений, объемы продукции предприятия.
Краскопрогон - 1) получение оттиска только с одной печатной формы в печатной машине; 2) единица производительности печатного оборудования, равная каждому оттиску краски при соприкосновении запечатываемого материала с печатной формой или поверхностью офсетного цилиндра. Количество краскопрогонов, приходящееся на один листопрогон, соответствует красочности печатной машины. При односторонней однокрасочной печати в одном листопрогоне один краскопрогон (во всех других случаях количество краскопрогонов превышает количество листопрогонов), при печатании на четырехкрасочной печатной машине с листопереворачивающим устройством, работающей по схеме как 4+0, так 2+2, в одном листопрогоне четыре краскопрогона.
Лак - раствор пленкообразующих веществ в органических растворителях или воде, создающих после отвердения прозрачную однородную пленку. Предназначен для отделки печатной продукции. Лак наносится на оттиски в специальных лакировальных машинах, а также в лакировальных секциях печатных машин. Водорастворимые лаки наносят на оттиски, используя увлажняющий аппарат офсетной печатной машины.
Лакирование - облагораживание поверхности оттиска или бумаги нанесением слоя лака.
Ламинирование - облагораживание бумаги нанесением на ее поверхность полимера методом расплава для придания материалу газо-, паро-, водонепроницаемости и других специальных свойств. Широко применяется в производстве упаковочных материалов для фасования пищевых продуктов и при отделке печатной продукции. Ламинирование является частым случаем припрессовки пленки, поэтому термин "ламинирование" часто отождествляют с понятием припрессовка пленки и наоборот.
Линиатура растра (частота растра) - параметр, характеризующий растровую структуру количеством линий на единицу длины. Тиражный ряд растров: 20, 24, 30, 34, 36, 40, 44, 48, 54, 60, 70, 80, 100, 120, 150, 160 линий/см. Вследствие развития электронного растрирования количество линий в одном сантиметре может быть и дробным, например, 39,5; 59,5. В компьютерном (электронном) растрировании чаще используются единицы измерения линиатуры в линиях/дюйм или мм -1 , например 150 линий/дюйм или 8 мм -1 .
Листовая печатная машина - машина из группы печатных машин, предназначенных для печатания однокрасочных или многокрасочных оттисков небольших и средних тиражей на отдельных листах запечатываемого материала - бумаги, картона, жести и пр. Запечатываемый материал подается и выводится в виде листов. Листовые печатные машины различаются по способам печати (для высокой, офсетной, глубокой и др.), по формату печатного листа, красочности, конструктивным особенностям построения печатной секции (трехцилиндровые, пятицилиндровые, планетарные), по виду печатной формы (ротационные, плоскопечатные), по структуре модульного построения (линейные, секционные, башенного типа) и пр.
Листоподборочная машина - машина, состоящая из определенного количества самонакладов и транспортера, на котором комплектуется из отдельных тетрадей блок издания. Комплектация блока из тетрадей может проводится накидкой, вкладкой или подборкой, в зависимости от требования технологии. Хотя машина и называется листоподборочная, но она подбирает всегда тетради. Названа листоподборочной потому, что она подбирает печатные листы, сфальцованные в тетради. Не следует путать с листоподборщиком (коллатором).
Листоподборщик (коллатор) - машина башенного или горизонтального линейного построения, состоящая из определенного количества лотков, из которого листы подаются по одному и подбирается блок издания. Листоподборщики, как правило, офисные машины и для массового производства полиграфической продукции по надежности мало выгодны.
Листопрогон - каждое прохождение запечатываемого листа через печатную машину, независимо от числа наносимых на него красок. На основании этого показателя рассчитывают загрузку печатных машин и составляют графики прохождения заказов.
Марашка - дефект печати в виде мелких, визуально-заметных на оттиске следов краски, печатных элементов, которых нет на фотоформе, или отсутствия элементов изображения. Обычно марашки возникают при попадании на печатную форму или на офсетную резинотканевую пластину посторонних частиц (кусочков бумаги, пыли, засохшей краски и пр.). Как правило, от марашек избавляются, сняв их с поверхности печатной формы или офсетного цилиндра.
Масса бумаги - масса единицы площади бумаги, определенная по стандартному методу и выраженная в граммах на 1 м 2 . Правильное использование термина: "масса 1 м 2 бумаги 100 г", хотя часто встречается - "масса бумаги 100 г/м 2 ".
Модель CMYK - модель, которая описывает цвет в координатах пространства субтрактивного синтеза красок путем смешения триадных полиграфический красок: C - Cyan (голубой); M - Magenta (пурпурной); Y - Yellow (желтой); а также черной - K - Key color (по одной версии) или black - K (по другой версии). Таким образом, модели RGB и CMYK связаны друг с другом, однако их взаимные переходы (конвертирование) происходит с определенными потерями. Это вызывает необходимость выполнения сложных калибровок всех аппаратных средств издательских компьютерных систем, требующихся для работы с цветом: сканера, монитора, выводного устройства. Также необходима нормализация процесса печатания (калибровка) печатной машины, выполняющей конечную стадию при создании цветного изображения на оттиске.
Монтаж фотоформ - размещение текстовых иллюстрационных диапозитивов или негативов на прозрачной монтажной основе (астралоне) в соответствии с макетом издания, схемой, оригиналом, стандартом и пр. Обычно монтаж фотоформ проводят на монтажном столе, как правило, с использованием монтажной измерительной сетки, изготовленной на прозрачной основе и линейки со штифтами для системы штифтовой приводки.
Муар - видимые, периодически повторяющиеся пятна (посторонний рисунок в виде сетки), полосы или линии, возникающие при наложении двух или более периодических плоскостных структур (растровых изображений). Муар может возникнуть при неправильном выборе угла поворота растра, при повторном репродуцировании растровых изображений (оттисков), при печати на материале с регулярной структурой на поверхности. Иногда он может возникнуть на части изображения при растрировании, если эта часть имеет периодическую структуру.
Начертание шрифта - графический рисунок шрифта, входящего в состав одной гарнитуры. Классифицируются: по ширине очка (нормальное, узкое, широкое), по наклону очка (прямое, курсивное), по насыщенности очка (светлое, полужирное, жирное). Несовмещение красок (несовпадение красок, неприводка) - сдвиг изображений,
Несовмещение красок - сдвиг изображений, выполненных различными печатными красками на оттиске при синтезе многокрасочного изображения; происходит вследствие некачественного выполнения приводки, приладки печатных форм или изготовления самих цветоделенных фотоформ, а также деформации фотоформ, офсетных печатных форм, дефектов монтажа, неточности подачи и/или передачи листов бумаги, деформации бумаги при изменении ее влажности в процессе печати и др. причин.
Ниткошвейный автомат (НША) - ниткошвейная машина, осуществляющая скрепление тетрадей в книжный блок с автоматической поштучной подачей в нее тетрадей самонакладом без непосредственного участия человека в каждом цикле машины.
Нумерация - печать, как правило, при помощи специальных устройств - нумераторов, меняющихся номеров на оттисках (например, на ценных бумагах, бланках, билетах, нумерованных изданиях и пр.).
Обложка - мягкая бумажная иллюстрированная или текстовая покрышка (покрытие из прочной бумаги или тонкого картона) издания, предохраняющая аналогично переплетной крышке его страницы и блок в целом от разрушения и загрязнения. Обложка является также элементом внешнего оформления издания, выполняя определенные художественные функции.
Однокрасочная печать - полиграфическое воспроизведение оригинала одной печатной краской любого цвета (чаще всего - черной).
Одноножевая резальная машина - машина для подрезки и разрезки листов бумаги, картона, оттисков и переплетных тканей в стопе одним ножом.
Односторонняя печать - печать только на одной стороне запечатываемого материала, например, этикеток, плакатов, объявлений, обоев и пр. Как правило, одностороннюю печать производят на материалах с разными характеристиками поверхности сторон, к примеру, печать этикеток производят на этикеточной бумаге, у которой одна сторона лощеная, а другая, которой этикетку приклеивают к изделию,- шероховатая.
Оптическая плотность - мера пропускания света для прозрачных объектов и отражения для непрозрачных. Количественно оптическая плотность определяется как десятичный логарифм величины, обратной коэффициенту пропускания (отражения). В полиграфии используются для оценки издательских оригиналов, промежуточных изображений (фотоформ) и оттисков.
Оригинал - текстовый и иллюстрационный материал, прошедший редакционно-издательскую обработку и предназначенный для воспроизведения полиграфическими средствами. Изобразительные оригиналы по характеру содержащихся в них элементов - штриховые или полутоновые, черно-белые или цветные; по технике исполнения - рисунки, фотографии, полиграфические оттиски или компьютерная графика. Текстовые оригиналы, в зависимости от исполнения, делятся на машинописные, печатные для переиздания без изменения, печатные для переиздания с изменениями, кодированные (на магнитном или оптическом носителе), репродуцируемые оригинал-макеты (РОМ), рукописные. Авторский оригинал (это текстовый и иллюстрационный материал, подготовленный автором (авторами) к передаче в издательство для подготовки к изданию.
Основные полиграфические материалы - полиграфические материалы, которые участвуют в технологическом процессе изготовления издания и непосредственно входящие в издание. Например: бумага, краски, переплетный материал, нитки, проволока, клей и пр.
Отделочные процессы - процессы дополнительной обработки печатной продукции для улучшения ее внешнего вида, повышения качества и прочности, например, лакирование, биговка, тиснение и пр.
Оттиск - изображение текста, иллюстрации и пр., которое получено в процессе печати полиграфическими средствами на бумаге или ином запечатываемом материале.
Офсетная резинотканевая пластина - многослойная композиция слоев ткани и резины с односторонним резиновым покрытием, который обтягивается офсетный цилиндр печатных машин. Это покрытие воспринимает печатную краску с печатающих элементов печатной формы и передает ее на бумагу.
Перфорация - 1) система отверстий или насечек в листовом или рулонном материале (чаще всего располагаемых в линию), обеспечивающая легкий разрыв материала; 2) система отверстий, например, в бесконечных формулярах, предназначенная для транспортировки бумаги в печатающих устройствах. Перфорация создается при помощи специальных ножей, дисков, линеек.
Перфорирование - процесс нанесения перфорации специальными устройствами - перфораторами.
Печатная краска - гетерогенная коллоидная система, состоящая из высокодисперсных частиц пигментов (лаковых пигментов), равномерно распределенных и стабилизированных в жидкой фазе связующего вещества. В печатную краску вводят дополнительно еще ряд компонентов, улучшающих ее печатные свойства или придающих краске специальные свойства, например, изменения цвета под воздействием определенных излучений или химических растворов.
Печатная форма - пластина, плита, цилиндр, сетка, используемые для образования и сохранения изображения в виде печатающих элементов и пробельных элементов. Краска с печатающих элементов передается на запечатываемый материал или промежуточное звено, например, офсетный цилиндр. Печатную форму изготавливают из разных материалов в зависимости от технологии и способа печати.
Печатные машины - машины, которые выполняют процесс печатания с использованием одного из способов печати. Печатные машины классифицируют: 1) по бумаге для печати - на рулонные и листовые; 2) по конструкции - на тигельные, плоскопечатные и ротационные; 3) по числу красок - одно-, двух-, и многокрасочные; 4) по способу печати - на типографские (высокой печати), офсетные, для глубокой печати, для трафаретной и других специальных видов печати; 5) по виду продукции - на универсальные и специализированные (газетные, книжно-журнальные, для печати на картоне или жести); 6) по формату - на малоформатные (до 50х70 см), среднего формата (от 50х70 до 70х100 см) и крупноформатные (больше 70х100 см).
Печать - процесс получения изображения оригинала на оттиске путем нанесения красочного слоя или слоев разных красок на запечатываемый материал средствами полиграфии.
Плашка - 1) часть печатной формы со сплошной печатающей поверхностью или часть оттиска со сплошной запечатанной поверхностью; 2) сплошное покрытие печатной краской поверхности запечатываемого материала, когда относительная площадь печатных элементов (100% (Sотн= 100).
Подписной лист - оттиск, отпечатанный в печатной машине по окончании всех подготовительных технологических операций, который полностью соответствует требованиям заказа. Утверждается мастером печатного цеха, представителем заказчика или другим ответственным лицом и является эталоном при печатании тиража издания.
Подрезка бумаги - обработка листовой бумаги или картона резанием для создания двух взаимноперпендикулярных "верных" сторон и придания печатным листам точных размеров. Подрезку бумаги проводят на одноножевых бумагорезальных машинах с четырех, а при хорошем качестве кромок с двух сторон под прямым углом. Подрезаный угол называется "верным", его отмечают на стеллажах с печатной бумагой.
Полиграфия - отрасль техники, совокупность технических средств и технологических приемов, используемых для получения большого количества одинаковых копий (репродукций) оригинала, прошедшего редакционную подготовку.
Полоса - запечатанная площадь страницы любого издания, на которой размещается набор текста (иллюстрации). Различают концевые, рядовые, начальные, иллюстрационные, табличные полосы.
Приводочные кресты - метки в виде пересекающихся под прямым углом тонких коротких линий, нанесенные на поля оригинала, фотоформ или их монтажей. Приводочные кресты служат для контроля совмещения красок на оттиске при печати и для оценки точности приводки после печати. На каждой цветоделенной фотоформе (монтаже фотоформ) приводочные кресты присутствуют в одном и том же месте. На оттисках приводочные кресты находятся в обрезном поле. При отделке печатной продукции их удаляют.
Приклейка - 1) соединение форзаца или дробной части печатного листа с наружной частью тетради; 2) лист с иллюстрацией или дробная часть печатного листа, приклеенная узкой полоской к корешку внешней страницы тетради. Приклейки могут присоединяться непосредственно к внешней странице тетради (вариант - с окантовкой) и к стержню (приклейка на стержень) с отступом от корешкового сгиба тетради, а также к паспарту.
Припрессовка пленки - процесс нанесения на одну или две стороны оттиска, бумаги или картона прозрачной полимерной пленки со слоем клея или без него.
Проволокошвейная машина - машина, предназначенная для скрепления проволочными скобами тетрадей и листов книжных блоков, брошюр, блокнотов, календарей и пр. Машины различаются степенью автоматизации, количеством одновременно наносимых скоб, скрепляющих тетради или листы.
Разворот - две соседние страницы раскрытого издания, четная и нечетная, левая и правая.
Растрирование - преобразование полутоновых и штриховых изображений в микроштриховые с помощью растра (в репродукционных фотоаппаратах и контактно-копировальных станках) или с использованием аппаратных и программных средств (в издательских системах).
Резак - устройство, состоящее из стола и режущего инструмента (сабельный нож, диск) и предназначенное для разрезки пленок, фотопленок, бумаги, картона и других листовых или рулонных материалов.
Ризограф - машина трафаретной печати, в которой используется трафаретная печатная форма, изготавливаемая в самой машине по лазерной технологии непосредственно перед печатью.
Ризография - фирменное название способа ротационной трафаретной печати с использованием печатной формы, изготовленной прожиганием лазером микроотверстий в формном материале для образования печатающих элементов.
Рулонная печатная машина - ротационная печатная машина для печати на непрерывном полотне запечатываемого материала, разматываемого с рулона. Конечный продукт может быть в виде тетрадей или листов, либо в виде полотна, которое сворачивается в рулон.
Сплошное лакирование - покрытие лаком всей поверхности запечатанного листа, в отличие от выборочного лакирования.
Способ офсетной печати - непрямая ("косвенная") плоская печать, при которой печатная краска с печатной формы для любого способа печатания (высокой, плоской, глубокой) передается на запечатываемый материал посредством промежуточного офсетного цилиндра.
Способ трафаретной печати (шелкография) - передача изображения с использованием печатной формы, представляющей собой сетку (трафарет), сквозь ячейки печатающих элементов которой, с помощью ракеля, продавливается печатная краска. Существуют разновидности способа: классическая трафаретная и ротаторная печать (см. также Ризография). Изображение на печатной форме - зеркальное.
Спуск полос - размещение полос издания на монтаже и печатной форме, обеспечивающее после фальцовки оттисков требуемое расположение страниц в тетрадях и в издании.
Тираж - суммарное количество экземпляров печатного полиграфического издания одного названия.
Тиражный оттиск - оттиск, полученный при печати тиража издания. По тиражным оттискам контролируют качество печатания, сравнивая их с подписным листом (эталоным оттиском), анализируя шкалы оперативного контроля и т.д.
Титульный лист - первая выходная страница издания, на которой помещены основные сведения о нем. Титульный лист помещается на правой, нечетной половине первого разворота. Разворотный титульный лист применяется в многотомных изданиях (на левой стороне - контртитул, относящийся ко всему изданию, на правой - титул данного тома).
Треппинг - перекрывание контуров при выворотке, нахлест контуров (перекрывание элементов изображения по контуру - сочетание масштабов) диапозитива и негатива одного и того же цветного изображения в процессе изготовления фотоформ, которое обеспечивает совпадение контуров на оттиске при допустимом несовмещении красок в процессе многокрасочной печати. Его используют при печатании цветного текста на фоне другого цвета или выворотки по многокрасочному фону, чтобы избежать белых зазоров между текстом и фоном. Программу в издательских системах, применяемую для проведения процедуры перекрывания контуров при обработке изображений и их подготовке к изданию, называют программой треппинга.
Триада печатных красок - комплект печатных красок (пурпурная, желтая, голубая), предназначенный для триадной печати цветных изображений. В триаду печатных красок дополнительно к цветным краскам вводится и черная краска. Сочетание спектральных характеристик - это характерная и самая важная особенность печатных красок триады.
Фальц - место сгиба листа. Фальцы создаются в процессе фальцовки.
Фальцовка - сгибание, складывание оттиска (или бумажного листа) в тетрадь.
Фотоформа - диапозитив или негатив (на прозрачной основе), подготовленный для копирования на формный материал при изготовлении печатной формы.
Хромалин - аналоговая (растровая) цветопроба фирмы Du Pont с цветоделенных растровых фотоформ, ставшая синонимом аналогичных цветопроб, созданных другими фирмами.
Цветовая коррекция - изменение цветовых характеристик репродуцируемого изображения в процессе подготовки его к печати и при печати.
Цветоделение - процесс разделения цветного изображения оригинала с помощью светофильтров или селективных источников освещения на отдельные одноцветные равномасштабные изображения. Цветоделение производится с помощью сканеров, компьютерных систем, электронных цветоделителей-цветокорректоров (ЭЦК) и репродукционных фотоаппаратов. Цветоделение также может быть проведено вручную при создании раскладок по цветам для штриховых изображений.
Цветоделенные печатные формы - комплект печатных форм для получения многокрасочных изображений на оттиске. Печатные формы получают копированием (экспонированием) на формный материал цветоделенных фотоформ или непосредственно на формном материале сканированием. Последовательная печать с соответствующей печатной краской с каждой цветоделенной печатной формы на один лист бумаги приводит к получению совмещенного многокрасочного изображения (оттиска).
Цветопроба - получение контрольного цветного изображения на материальном носителе или на цветном экране видеотерминального устройства. Различают аналоговую (растровую), цифровую (полутоновую) и экранную цветопробы.
Цифровая печать - технология получения оттисков в печатной машине с использованием переменной печатной формы, изменениями в которой при каждом цикле управляет компьютер издательской системы. Этот вид техники используют для малотиражных рекламных или коммерческих изданий, в которые должны быть внесены изменения в процессе изготовления тиража. В некоторых машинах возможно внесение изменений после печатания даже одного экземпляра.
Цифровая цветопроба - цветопроба, на которой многокрасочное изображение не имеет полиграфической растровой структуры. Полутоновую (цифровую) цветопробу можно получить, например, на цветных принтерах в издательских системах.
Шитье - способ скрепления тетрадей издания в блок. В зависимости от используемого материала различают два способа шитья: проволокой и нитками. В зависимости от количества рабочих циклов, применяемых для полного сшивания тетрадей в блок различают два способа шитья: поблочное (весь блок сшивается за один цикл) и потетрадное (каждая тетрадь прошивается отдельно).
Шитье потетрадное нитками - последовательное шитье тетрадей по корешку блока, скомплектованного подборкой, стежками ниток. Применяют для книжных изданий длительного употребления (в твердом переплете), хотя долговечность таких изданий меньше, чем сшитых на корешковом материале.
Шитье проволокой - шитье потетрадное или шитье втачку, вразъем или внакидку, когда для шитья используется проволока.
Страница 4 из 4
Общие сведения о скреплении блоков нитками
Шитье нитками - один из самых давних способов скрепления отдельных тетрадей в книжные блоки. В настоящее время, несмотря на бурное развитие бесшвейного способа, шитье нитками остается основным видом скрепления книжных блоков для ответственных изданий (учебников, справочной литературы, энциклопедий и др). Книги, сшитые нитками, имеют наибольшую прочность и хорошую раскрываемость, с ними пока что не могут конкурировать книги, скрепленные другими способами.
Существует два вида скрепления блоков нитками поблочное и потетрадное (рис. 14). При поблочном скреплении прошиваются одновременно все листы блока. При потетрадном шитье каждая тетрадь блока прошивается через корешковый фальц и скрепляется с предыдущими тетрадями теми же нитками.
Поблочное шитье нитками может выполняться однониточным узловязальным и двухниточным цепочечным швом. Узловязальное шитье выполняется длинными стежками (порядка 10 см) и используется за рубежом при изготовлении малообъемных изданий, комплектуемых вкладкой. В России оно не применяется.
Классификация способов шитья нитками.
Шитье блоков внакидку двухниточным швом (оно еще называется шитьем впрострочку) выполняется по месту корешкового сгиба специальными швейными машинами с одной иглой и одним крючком. Применяется этот вид шитья очень ограниченно при изготов/\.е-нии малоформатных изданий (например, сберегательных книжек). Поблочное шитье нитками втачку осуществляется двухниточным швом. Этот способ у нас и в других странах Европы не применяется, хотя достаточно распространен в книжном производстве США (школьные учебники, детские книжки, энциклопедии, словари, справочники).
В России используется только потетрадное шитье блоков. Оно имеет следующие положительные черты:
- конструкция такого скрепления характеризуется упругостью и гибкостью;
- листы в тетрадях и в блоке соединяются достаточно прочно благодаря значительному количеству стежков, большой их суммарной длине, эластичности нитей;
- долговечность, поскольку нитки нейтральны к бумаге, клею и окружающей среде;
- блок имеет небольшое утолщение корешка;
- возможна любая последующая обработка блока (кругление, отгибка фальцев, обжим, сушка и т.д.);
- книги имеют хорошую раскрываемость.
Принцип работы ниткошвейного автомата
Потетрадное шитье блоков нитками, которое выполняется на ниткошвейном оборудовании, состоит из таких операций:
- раскрывание тетради посредине и транспортировка ее к швейному аппарату;
- прошивание тетради через фальц и присоединение к ранее сшитой части блока;
- проталкивание прошитой тетради на приемный стол;
- склеивание крайних пар тетрадей блока по корешку;
- образование холостого стежка;
- разрезка нитей между блоками;
- образование петли марли (при шитье на корешковом материале);
- автоматический контроль правильности комплектовки тетрадей в блоке.


Структурная схема ниткошвейного автомата (а) и технологическая линия вывода и раскрывания тетрадей (б)
Для выполнения этих операций ниткошвейный автомат имеет следующие составные части и устройства (рис 15) самонаклад-раскрыватель 1, транспортирующую систему 2, качающийся стол 3, швейный аппарат 4, приемный стол 5, клеевой аппарат б, пульт управления 7.
Кроме показанных на схеме составных частей имеются также привод, вакуумная система, блокировки и другие механизмы и устройства. На структурной схеме кружочками показаны исходные полуфабрикаты, которые используются в НША Т - тетради (укладываются в самонаклад-раскрыватель), К - клей (подается в клеевой аппарат) , Н - нитки, М - марля (используются в швейном аппарате), Б - сшитые готовые книжные блоки на приемном столе.
Рассматривая взаимное размещение составных частей НША, видим, что движение полуфабриката (тетрадей) в нем происходит по п-образной траектории, в которой можно выделить три технологические линии.
А-В - вывод тетрадей из магазина и раскрывание их посредине, В-С - транспортировка тетрадей в швейный аппарат, C-D - шитье и вывод сшитых блоков на приемный стол. Принцип работы ниткошвейного автомата целесообразно рассматривать в соответствии с указанным выше делением.
Технологическая линия вывода и раскрывания тетрадей (рис 15, б). Тетради со шлейфом укладывают в магазин горизонтального типа, опираясь корешком на ремни транспортера 1, верхняя ветвь которого двигается по настилу.
Тетради спереди ограничены передней стенкой. К первой тетради подходит рычаг 6 с присосами, которые отгибают его корешок в сторону листовыводного барабана 5 Клапаны корешка 2 закрываются, и тетрадь при вращении барабана по часовой стрелке выводится из магазина. Затем закрываются клапаны шлейфа 4. В автомате БНШ-6А применяется листовыводное устройство реверсивного типа для тетрадей со шлейфом.
При вращении барабана реечно-зубчатой передачей 3 от главного вала самонаклада 8 в обратном направлении (против часовой стрелки) тетрадь раскрывается посредине и накидывается на седлоподобный стол 7 цепного транспортера. Привод всех механизмов самонаклада-раскрывателя осуществляется от кулачков, которые расположены внизу на главному валу. Вакуумный насос 9 обеспечивает самонаклад вакуумом Пополняется магазин тетрадями вручную.
Технологическая линия транспортировки тетрадей (рис 16, а). Выведенная из магазина самонакладом-раскрывателем 4 тетрадь 1 падает на седлоподобный стол 3, где подхватывается упором 6 цепного транспортера 2, который находится внутри стола и двигается влево. Сначала он проходит возле фотоголовки устройства проверки правильности комплектовки 5, затем попадает в зону клеевого аппарата 7, который вращающимся диском наносит узкую полоску клея на корешковую зону тетради (разрез А-А). Следует отметить, что фотоконтроль осуществляется только на одной тетради в блоке, а клей обычно наносится только на две тетради (вторую и последнюю). Команды на включение этих устройств поступают с блока управления автоматом, работающего по специальной программе.
После прохождения клеевого аппарата тетради подаются к вталкивающим роликам, которые состоят из двух вращающихся дисков нижнего 9 - с неподвижной осью вращения и верхнего 8 - с подвижной осью, установленной на качающемся рычаге. Привод ролики получают от индивидуального электродвигателя, а окружная скорость их значительно больше скорости транспортера. Когда тетрадь попадает в зону действия роликов, верхний вращающийся ролик опускается на корешок тетради и прижимает его к нижнему. Зажатая между вращающимися роликами тетрадь получает импульс энергии и с высокой скоростью перелетает на качающийся стол 10, имеющий такую же седлоподобную форму, как и цепной транспортер. Тетрадь головкой подходит к боковым упорам 11 на качающемся столе (подвижного упора на лицевой стороне и неподвижного на тыльной его части).
На этом транспортировка заканчивается - тетрадь доставлена на качающийся стол и находится на его седле в полураскрытом виде, головка касается боковых упоров.
Технологическая линия шитья и вывода сшитыж блоков. После вывода тетради на качающийся стол 1 (рис 16, б) на ее фальц опускается обжимная планка-угольник 2, которая обжимает тетрадь и плотно усаживает ее на седло стола (положение А).
Качающийся стол 1 начинает перемещаться к швейной каретке 9, при этом подвижный боковой упор 11 (рис 16, а), который имеет на конце планки ролик и катится по неподвижной горке 12, сдвигает тетрадь вправо и выравнивает ее перед шитьем Качающийся стол подходит к швейной каретке 9 (см рис 16, б) и останавливается (положение В). В этот момент качающийся стол и швейная каретка образуют швейный аппарат. На качающемся столе (внутри седла) расположены проколы (прокалывающие иглы) 4 и шиберы 3 (их называют иногда нитеводителями), на швейной каретке установлены иглы и крючки. Начинается процесс петлеобразования на основе взаимодействия всех вышеперечисленных швейных инструментов. Из-под стола сначала выходят проколы 4 и делают отверстия в корешке тетради Затем опускается вниз швейная каретка 9, а в отверстия в фальце вводятся иглы с нитками и крючки, шиберы захватывают нить и переносят ее на крючки. Швейная каретка со всеми инструментами поднимается вверх петля нити выводится наружу. Таким образом, тетрадь через фальц пришита к предыдущим, а качающийся стол возвращается в исходное положение для приема следующей тетради.
После окончания шитья тетради проталкиваются на приемный стол 10 с помощью проталкивающей планки (на схеме не показана). Когда проталкивающая планка отходит, тетрадь удерживается на приемном столе брошюрными иглами.

Технологические линии транспортировки тетрадей (а), шитья и вывода сшитых блоков (б)
При возвращении стола в положение А верхняя половина тетради некоторое время будет лежать на гребне седла. Снятие ее осуществляет механизм съемного рычага 5.
Разматывание нитей со шпуль 8, их освобождение во время растягивания петель шиберами и плотная затяжка стежков выполняются механизмом нитепровода.
В случае шитья блоков на корешковом материале (например, марле) она подается с бобины 7 через механизм образования марлевой петли б. Этот механизм после окончания шитья блока делает качающееся движение вниз-вверх, вытягивая запас марли, достаточный для образования петли, необходимой для получения клапанов после разрезки марли. Таким образом, тетради, которые поступают на качающийся стол, транспортируются им к швейному аппарату, прошиваются нитками через фальц и остаются там в вертикальном положении, постепенно продвигаясь по приемному столу 10. Сшитые блоки выходят в виде достаточно плотной сплошной горизонтальной стопы, которую сзади подпирает угольник 11.
Для разделения книжных блоков в технологическом процессе шитья предусмотрен холостой стежок (тетрадь при шитье отсутствует). Для образования холостого стежка тетрадь из магазина самонаклада не выводится, все исполнительные устройства автомата работают вхолостую. При этом осуществляются такие технологические операции, как образование марлевой петли при шитье переплетными стежками и разрезка нитей между блоками.
Вам также будет интересно:

Будущие мамочки до того, как УЗИ будет иметь возможность рассказать, кто там расположился в...

Часто женщины за несколько месяцев заранее записываются в салоны красоты для проведения...

В каждом десятом случае беременности ставится диагноз - задержка внутриутробного развития...

Рваные джинсы - тенденция не новая. Это скорее доказательство того, что мода циклична....

22.11.2019
Желанными друзьями девушек являются бриллианты. Однако, без роскошных, богатых...

