





Хэсэг 1. Хөнгөн цагааны нээлтийн нэр, түүх.
2-р хэсэг. ерөнхий шинж чанар хөнгөн цагаан, физик, химийн шинж чанарууд.
Бүлэг 3. Хөнгөн цагааны хайлшаас цутгамал бүтээгдэхүүн үйлдвэрлэх.
Бүлэг 4. Хэрэглээ хөнгөн цагаан.
Хөнгөн цагаан- энэ нь гурав дахь бүлгийн үндсэн дэд бүлгийн элемент, гуравдугаар үе юм тогтмол хүснэгтД.И.Менделеевийн химийн элементүүд, атомын дугаар 13. Al тэмдгээр тэмдэглэв. Хөнгөн металлын бүлэгт хамаарна. Хамгийн нийтлэг металлмөн дэлхийн царцдасын гурав дахь хамгийн элбэг химийн элемент (хүчилтөрөгч, цахиурын дараа).
Энгийн бодис хөнгөн цагаан (CAS дугаар: 7429-90-5) - хөнгөн, парамагнит металлмөнгөлөг цагаан өнгөтэй, хэвэнд оруулах, цутгах, машинлахад хялбар. Хөнгөн цагаан нь гадаргууг цаашдын харилцан үйлчлэлээс хамгаалдаг хүчтэй оксидын хальс хурдан үүсдэг тул өндөр дулаан, цахилгаан дамжуулалт, зэврэлтэнд тэсвэртэй байдаг.
Аливаа хөгжингүй нийгэм дэх аж үйлдвэрийн ололт амжилт нь бүтцийн материал, хайлшийн технологийн дэвшилтэй байнга холбоотой байдаг. Худалдааны эд зүйлсийг боловсруулах чанар, үйлдвэрлэлийн гүйцэтгэл нь хамгийн чухал үзүүлэлтүүдулсын хөгжлийн түвшин.
Орчин үеийн барилга байгууламжид ашигладаг материалууд нь өндөр бат бэх шинж чанараас гадна зэврэлтэнд тэсвэртэй, халуунд тэсвэртэй, дулааны болон цахилгаан дамжуулалт, галд тэсвэртэй байдал, түүнчлэн эдгээр шинж чанаруудыг нөхцөлд хадгалах чадвартай байх ёстой. урт ажилачаалал дор.
Шинжлэх ухааны хөгжил ба үйлдвэрлэлийн үйл явцМанай улсад өнгөт металлын цутгамал үйлдвэрлэлийн чиглэлээр шинжлэх ухаан, технологийн дэвшлийн дэвшилтэт ололттой нийцэж байна. Тэдний үр дүн, ялангуяа Волжскийн автомашины үйлдвэр болон бусад хэд хэдэн үйлдвэрүүдэд орчин үеийн цутгамал цутгах, шахах цутгах цехүүд бий болсон явдал байв. Заволжскийн моторын үйлдвэрт 35 МН-ийн хөгц түгжих хүчин чадалтай том шахах машинууд амжилттай ажиллаж байгаа бөгөөд тэдгээр нь Волга машинд зориулж хөнгөн цагаан хайлшаар хийсэн цилиндр блок үйлдвэрлэдэг.
Алтайн моторын үйлдвэр шахах цутгамал цутгамал үйлдвэрлэх автомат шугамыг эзэмшсэн. Зөвлөлт Социалист Бүгд Найрамдах Социалист Бүгд Найрамдах Холбоот Улсад (), дэлхийд анх удаа үүнийг боловсруулж, эзэмшсэн үйл явцхөнгөн цагааны хайлшны ембүүг цахилгаан соронзон талстжуулагч руу тасралтгүй цутгах. Энэ арга нь ембүүний чанарыг ихээхэн сайжруулж, эргэлтийн явцад чипс хэлбэрээр хаягдлыг бууруулдаг.
Хөнгөн цагааны нээлтийн нэр, түүх
Латин хөнгөн цагаан нь латин alumen буюу хөнгөн цагаан (хөнгөнцагаан ба калийн сульфат (K) KAl(SO4)2·12H2O) гэсэн утгатай бөгөөд арьс шир боловсруулахад эрт дээр үеэс хэрэглэж ирсэн хөнгөн цагаан юм. Al, химийн элемент III бүлэгүелэх систем, атомын дугаар 13, атомын масс 26, 98154. Химийн өндөр идэвхжилтэй тул цэвэр хөнгөн цагааныг нээж, тусгаарлах нь бараг 100 жил үргэлжилсэн. "" (Галд тэсвэртэй бодис, орчин үеийн хэллэгээр - хөнгөн цагаан исэл) нь хөнгөн цагаанаас гаргаж авах боломжтой гэсэн дүгнэлтийг 1754 онд гаргажээ. Германы химич А.Маркграф. Хожим нь ижил "дэлхий" -ийг шавраас тусгаарлаж болох нь тогтоогдсон бөгөөд үүнийг хөнгөн цагааны исэл гэж нэрлэж эхлэв. 1825 онд л металл хөнгөн цагаан үйлдвэрлэжээ. Данийн физикч H. K. Ørsted. Тэрээр хөнгөн цагааны ислээс гаргаж авч болох хөнгөн цагаан хлорид AlCl3-ийг калийн амальгамаар (калийн (K) мөнгөн устай (Hg) хайлш) боловсруулж, мөнгөн усыг (Hg) нэрсний дараа тусгаарласан. саарал нунтагхөнгөн цагаан
Зөвхөн дөрөвний нэг зууны дараа энэ аргыг бага зэрэг шинэчилсэн. 1854 онд Францын химич А.Е.Сент-Клэр Девилл натрийн металлыг (Na) ашиглан хөнгөн цагаан үйлдвэрлэхийг санал болгосноор шинэ металлын анхны гулдмайг олж авчээ. Тухайн үед хөнгөн цагааны үнэ маш өндөр байсан бөгөөд түүгээр үнэт эдлэл хийдэг байжээ.
Хөнгөн цагааны исэл, фтор болон бусад бодис зэрэг нарийн төвөгтэй хольцын хайлалтыг электролизээр хөнгөн цагаан үйлдвэрлэх үйлдвэрлэлийн аргыг 1886 онд П.Херу () ба С.Холл (АНУ) нар бие даан боловсруулсан. Хөнгөн цагааны үйлдвэрлэл нь цахилгаан эрчим хүчний өндөр хэрэглээтэй холбоотой тул зөвхөн 20-р зуунд өргөн цар хүрээтэй хэрэгжиж эхэлсэн. IN Зөвлөлт Социалист Бүгд Найрамдах Холбоот Улс (CCCP)Анхны үйлдвэрийн хөнгөн цагааныг 1932 оны 5-р сарын 14-нд Волховын усан цахилгаан станцын хажууд баригдсан Волховын хөнгөн цагаан үйлдвэрт үйлдвэрлэжээ.
99.99%-иас дээш цэвэршилттэй хөнгөн цагааныг анх 1920 онд электролизийн аргаар гаргаж авсан. 1925 онд ажилЭдвардс ийм хөнгөн цагааны физик, механик шинж чанарын талаархи зарим мэдээллийг нийтлэв. 1938 онд Тейлор, Уилер, Смит, Эдвардс нар Францад электролизийн аргаар олж авсан 99.996% цэвэршилттэй хөнгөн цагааны зарим шинж чанарыг харуулсан өгүүлэл нийтлэв. Хөнгөн цагааны шинж чанарын тухай монографийн анхны хэвлэл 1967 онд хэвлэгдсэн.

Дараагийн жилүүдэд бэлтгэлийн харьцангуй хялбар байдал, сэтгэл татам шинж чанараас шалтгаалан олон ажилладагхөнгөн цагааны шинж чанарын тухай. Цэвэр хөнгөн цагаан нь ихэвчлэн электроникийн өргөн хэрэглээг олж авсан - электролитийн конденсаторуудаас эхлээд электрон инженерийн оргил - микропроцессорууд; криоэлектроник, криомагнитикт.


Цэвэр хөнгөн цагааныг олж авах шинэ арга бол бүсийн цэвэршүүлэх арга, амальгамаас талсжуулах (мөнгөн устай хөнгөн цагааны хайлш) болон шүлтлэг уусмалаас тусгаарлах арга юм. Хөнгөн цагааны цэвэр байдлын зэрэг нь бага температурт цахилгаан эсэргүүцлийн утгаар хянагддаг.
Хөнгөн цагааны ерөнхий шинж чанар
Байгалийн хөнгөн цагаан нь нэг нуклид болох 27Al-аас тогтдог. Гаднах электрон давхаргын тохиргоо нь 3s2p1 байна. Бараг бүх нэгдлүүдэд хөнгөн цагааны исэлдэлтийн төлөв +3 (валент III) байна. Төвийг сахисан хөнгөн цагаан атомын радиус 0.143 нм, Al3+ ионы радиус 0.057 нм байна. Хөнгөн цагааны саармаг атомын дараалсан иончлолын энерги нь 5, 984, 18, 828, 28, 44, 120 эВ байна. Полингийн хуваарийн дагуу хөнгөн цагааны цахилгаан сөрөг чанар 1.5 байна.

Хөнгөн цагаан нь зөөлөн, цайвар, мөнгөлөг цагаан өнгөтэй, талст тор нь нүүр төвтэй куб, параметр a = 0.40403 нм. Цэвэр металлын хайлах цэг нь 660 ° C, буцлах температур нь ойролцоогоор 2450 ° C, нягт нь 2.6989 г / см3 байна. Хөнгөн цагааны шугаман тэлэлтийн температурын коэффициент нь ойролцоогоор 2.5·10-5 К-1 байна.
Химийн хөнгөн цагаан бол нэлээд идэвхтэй металл юм. Агаарт түүний гадаргуу нь Al2O3 ислийн өтгөн хальсаар бүрхэгдсэн бөгөөд энэ нь хүчилтөрөгч (O) нь метал руу нэвтрэхээс сэргийлж, урвалыг зогсооход хүргэдэг бөгөөд энэ нь хөнгөн цагааны зэврэлтээс хамгаалах өндөр шинж чанарыг тодорхойлдог. Төвлөрсөн азотын хүчилд байрлуулсан бол хөнгөн цагаан дээр хамгаалалтын гадаргуугийн хальс үүсдэг.
Хөнгөн цагаан нь бусад хүчилтэй идэвхтэй урвалд ордог.
6HCl + 2Al = 2AlCl3 + 3H2,
3H2SO4 + 2Al = Al2(SO4)3 + 3H2.
Сонирхолтой нь, хөнгөн цагаан ба иодын (I) нунтаг хоорондын урвал эхэлдэг өрөөний температур, хэрэв та анхны хольцонд хэдэн дусал ус нэмбэл энэ тохиолдолдкатализаторын үүрэг гүйцэтгэдэг:
2Al + 3I2 = 2AlI3.
Халах үед хөнгөн цагааны хүхэр (S) -ийн харилцан үйлчлэл нь хөнгөн цагаан сульфид үүсэхэд хүргэдэг.
2Al + 3S = Al2S3,
усанд амархан задардаг:
Al2S3 + 6H2O = 2Al(OH)3 + 3H2S.
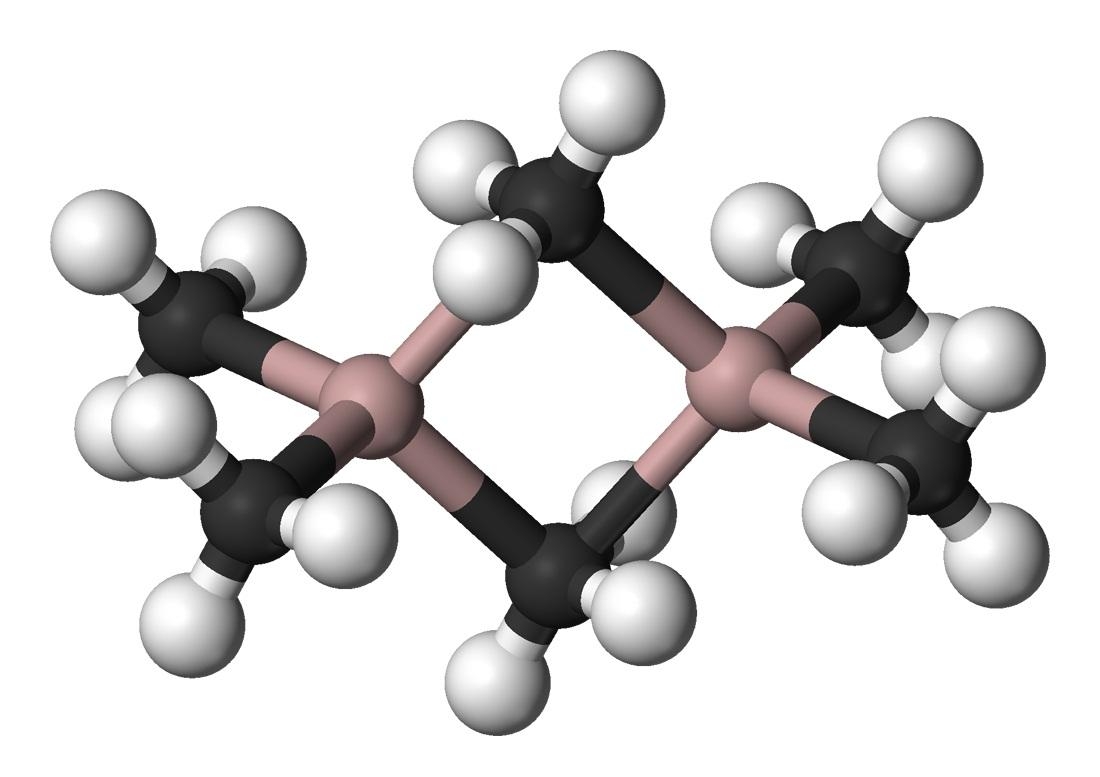
Хөнгөн цагаан нь устөрөгчтэй (H) шууд харьцдаггүй боловч шууд бус аргаар, жишээлбэл, хөнгөн цагааны органик нэгдлүүдийг ашиглан хүчирхэг бууруулагч бодис болох хатуу полимер хөнгөн цагааны гидрид (AlH3)x-ийг нэгтгэх боломжтой.
Нунтаг хэлбэрээр хөнгөн цагааныг агаарт шатаах боломжтой бөгөөд хөнгөн цагаан оксидын Al2O3-ийн галд тэсвэртэй нунтаг үүсдэг.
Al2O3-ийн өндөр холболтын хүч нь түүний үүсэх өндөр дулааныг тодорхойлдог энгийн бодисуудхөнгөн цагааны олон металыг исэлээс нь багасгах чадвар, жишээлбэл:
3Fe3O4 + 8Al = 4Al2O3 + 9Fe ба жигд байна
3CaO + 2Al = Al2O3 + 3Ca.
Металл үйлдвэрлэх энэ аргыг алюминотерми гэж нэрлэдэг.
Байгальд байх
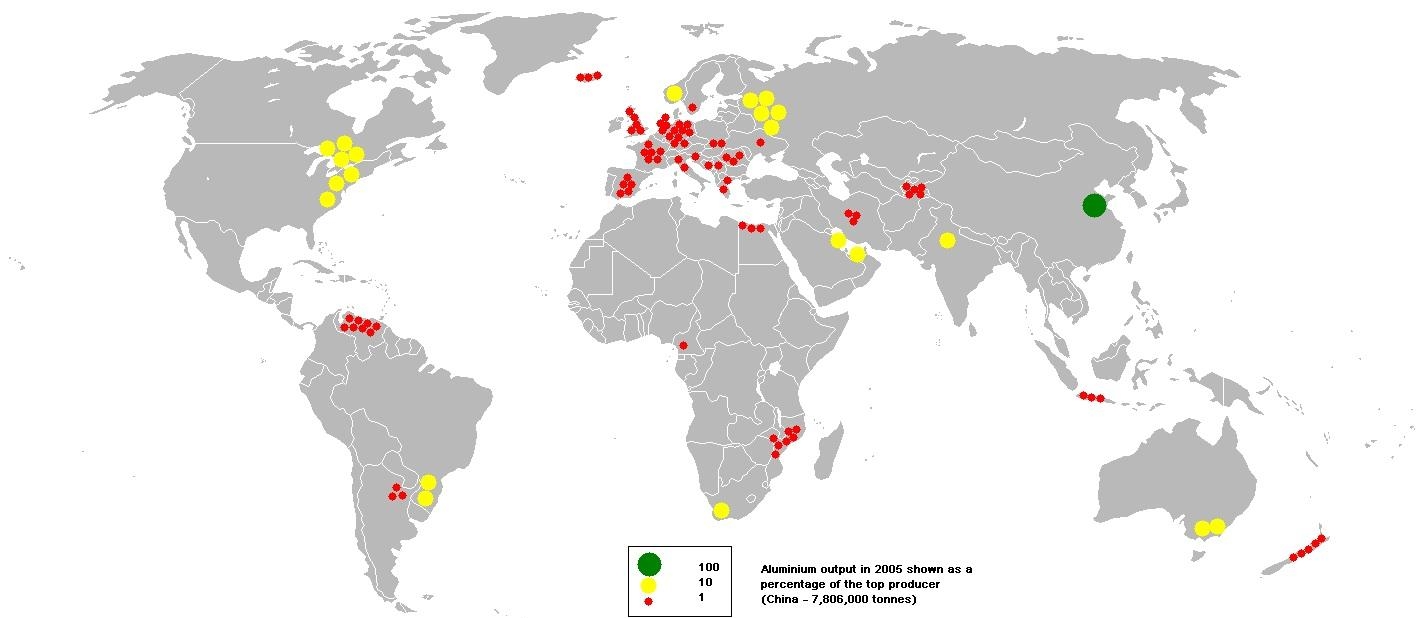
Дэлхийн царцдас дахь элбэг дэлбэг байдлын хувьд хөнгөн цагаан нь металлын дунд нэгдүгээрт, бүх элементүүдийн дунд гуравдугаарт (хүчилтөрөгч (O) ба цахиурын (Si) дараа) ордог бөгөөд дэлхийн царцдасын массын 8.8 орчим хувийг эзэлдэг. Хөнгөн цагаан нь маш олон тооны ашигт малтмал, голчлон хөнгөн цагаан цахиур, чулуулагт байдаг. Хөнгөн цагааны нэгдлүүд нь боржин чулуу, базальт, шавар, хээрийн жонш гэх мэтийг агуулдаг. Гэхдээ энд парадокс байна: асар их тоотой. ашигт малтмалхөнгөн цагаан агуулсан чулуулаг, хөнгөн цагааны үйлдвэрлэлийн үндсэн түүхий эд болох бокситын ордууд нэлээд ховор байдаг. IN Оросын Холбооны УлсСибирь, Уралд бокситын ордууд бий. Алунит ба нефелин нь мөн үйлдвэрлэлийн ач холбогдолтой. Ул мөр элементийн хувьд хөнгөн цагаан нь ургамал, амьтны эд эсэд байдаг. Организмууд байдаг - баяжуулагчид хөнгөн цагааныг эд эрхтэндээ хуримтлуулдаг - зарим клубын хөвд, нялцгай биетүүд.
Аж үйлдвэрийн үйлдвэрлэл: Аж үйлдвэрийн үйлдвэрлэлийн индекст бокситыг эхлээд химийн боловсруулалт хийж, цахиур (Si), төмөр (Fe) болон бусад элементүүдийн ислийн хольцыг зайлуулдаг. Ийм боловсруулалтын үр дүнд цэвэр хөнгөн цагаан исэл Al2O3-ийг олж авдаг - электролизийн аргаар металл үйлдвэрлэх гол зүйл. Харин Al2O3-ийн хайлах температур маш өндөр (2000°С-аас дээш) учир түүний хайлмалыг электролиз хийхэд ашиглах боломжгүй юм.
![]()
Эрдэмтэд, инженерүүд дараах байдлаар шийдлийг олжээ. Электролизийн ваннд Na3AlF6 криолитыг эхлээд хайлуулдаг (хайлмалын температур 1000°С-аас бага зэрэг). Жишээлбэл, Кола хойгоос нефелин боловсруулах замаар криолит авч болно. Дараа нь энэ хайлмалд бага зэрэг Al2O3 (жингийн 10% хүртэл) болон бусад зарим бодисыг нэмж, дараагийн хайлуулах нөхцлийг сайжруулна. үйл явц. Энэ хайлмалын электролизийн явцад хөнгөн цагаан исэл задарч, хайлмалд криолит үлдэж, катод дээр хайлсан хөнгөн цагаан үүснэ.
2Al2O3 = 4Al + 3O2.
Хөнгөн цагааны хайлш
Ихэнх металлын элементүүд нь хөнгөн цагааны хайлштай байдаг боловч тэдгээрийн цөөхөн хэсэг нь үйлдвэрлэлийн хөнгөн цагааны хайлшийн гол хайлшийн бүрэлдэхүүн хэсгүүдийн үүрэг гүйцэтгэдэг. Гэсэн хэдий ч хайлшийн шинж чанарыг сайжруулахын тулд нэлээд олон тооны элементүүдийг нэмэлт болгон ашигладаг. Хамгийн өргөн хэрэглэгддэг:
Исэлдэлтийг багасгахын тулд бериллийг нэмдэг өндөр температур. Бага хэмжээний бериллийн нэмэлтийг (0.01 - 0.05%) хөнгөн цагааны хайлш цутгахад дотоод шаталтат хөдөлгүүрийн эд анги (поршений ба цилиндрийн толгой) үйлдвэрлэхэд шингэнийг сайжруулахад ашигладаг.
Борыг цахилгаан дамжуулах чанарыг нэмэгдүүлэх, цэвэршүүлэх нэмэлт болгон нэвтрүүлсэн. Борыг цөмийн эрчим хүч (реакторын хэсгүүдээс бусад) ашигладаг хөнгөн цагааны хайлш руу нэвтрүүлдэг, учир нь Энэ нь нейтроныг шингээж, цацраг туяа тархахаас сэргийлдэг. Борыг дунджаар 0.095 - 0.1% -ийн хэмжээгээр нэвтрүүлдэг.
Висмут. Висмут, кадми зэрэг хайлах цэг багатай металуудыг хөнгөн цагааны хайлш руу оруулж, боловсруулах чадварыг сайжруулдаг. Эдгээр элементүүд нь зөөлөн, хайлдаг фазуудыг бүрдүүлдэг бөгөөд энэ нь чипний хэврэгшил, зүсэгчийг тослоход хувь нэмэр оруулдаг.
Дараа нь хэрэглээний анод хийх хайлшуудад 0.01 - 0.1% -ийн хэмжээгээр галли нэмнэ.
Төмөр. Бат бөх чанарыг нэмэгдүүлэх, мөлхөх шинж чанарыг сайжруулахын тулд утас үйлдвэрлэхэд бага хэмжээгээр (»0.04%) нэвтрүүлсэн. Мөн төмөрхүйтэн хэвэнд цутгахад хэвний хананд наалдахыг багасгадаг.
Индиум. Нэмэлт 0.05 - 0.2% нь хөгшрөлтийн үед хөнгөн цагааны хайлшийг бэхжүүлдэг, ялангуяа аяганы агууламж багатай. Хөнгөн цагаан-кадми агуулсан хайлшуудад индиумын нэмэлтүүдийг ашигладаг.
Хайлшийн бат бөх чанарыг нэмэгдүүлэх, зэврэлтээс хамгаалах шинж чанарыг сайжруулахын тулд ойролцоогоор 0.3% кадмийг нэвтрүүлдэг.
Кальци нь уян хатан чанарыг өгдөг. 5% -ийн кальцийн агууламжтай хайлш нь хэт уян хатан шинж чанартай байдаг.
Цахиур бол цутгах хайлшийн хамгийн их хэрэглэгддэг нэмэлт юм. 0.5 - 4% -ийн хэмжээгээр энэ нь хагарах хандлагыг бууруулдаг. Цахиур, магнийн хослол нь хайлшийг битүүмжлэх боломжийг олгодог.
магни. Магнийн нэмэлт нь уян хатан чанарыг бууруулахгүйгээр хүч чадлыг ихээхэн нэмэгдүүлж, гагнах чадварыг нэмэгдүүлж, хайлшийн зэврэлтэнд тэсвэртэй байдлыг нэмэгдүүлдэг.
Зэсхайлшийг бэхжүүлж, агуулах үед хамгийн их хатууралд хүрдэг купрума 4-6%. Cuprum бүхий хайлшийг дотоод шаталтат хөдөлгүүрт поршений болон агаарын хөлгийн өндөр чанартай цутгамал эд анги үйлдвэрлэхэд ашигладаг.
Цагаан тугалгазүсэх боловсруулалтыг сайжруулдаг.
Титан. Хайлш дахь титаны гол үүрэг бол цутгамал, ембүү дэх үр тариаг боловсронгуй болгох явдал бөгөөд энэ нь бүх эзэлхүүний туршид шинж чанарын бат бөх, жигд байдлыг ихээхэн нэмэгдүүлдэг.
Хэдийгээр хөнгөн цагаан нь үйлдвэрлэлийн хамгийн бага үнэт металлын нэг гэж тооцогддог ч олон исэлдүүлэгч орчинд нэлээд тогтвортой байдаг. Энэ зан үйлийн шалтгаан нь хөнгөн цагааны гадаргуу дээр тасралтгүй исэлдсэн хальс байгаа бөгөөд хүчилтөрөгч, ус болон бусад исэлдүүлэгч бодисуудад өртөх үед тэр даруй цэвэрлэсэн хэсгүүдэд дахин үүсдэг.
Ихэнх тохиолдолд хайлалтыг агаарт хийдэг. Хэрэв агаартай харилцан үйлчлэх нь гадаргуу дээрх хайлмалд уусдаггүй нэгдлүүд үүсэхээр хязгаарлагддаг бөгөөд эдгээр нэгдлүүдийн үүссэн хальс нь цаашдын харилцан үйлчлэлийг ихээхэн удаашруулдаг бол ихэвчлэн ийм харилцан үйлчлэлийг таслан зогсоох арга хэмжээ авдаггүй. Энэ тохиолдолд хайлалтыг агаар мандалтай шууд харьцах замаар гүйцэтгэдэг. Энэ нь ихэнх хөнгөн цагаан, цайр, цагаан тугалга хар тугалга хайлш бэлтгэхэд хийгддэг.
Хайлш хайлах орон зай нь 1500-1800 ˚C температурыг тэсвэрлэх чадвартай галд тэсвэртэй доторлогоотой байдаг. Бүх хайлуулах үйл явц нь түлшний шаталтын явцад үүсдэг хийн үе шаттай харилцан үйлчлэлцдэг орчинба хайлуулах нэгжийн доторлогоо гэх мэт.
Ихэнх хөнгөн цагааны хайлш нь байгалийн агаар мандалд өндөр зэврэлтэнд тэсвэртэй, далайн ус, олон давс, химийн бодисын уусмал, ихэнх хүнсний бүтээгдэхүүнд. Хөнгөн цагааны хайлшийн бүтцийг далайн усанд ихэвчлэн ашигладаг. 1930 оноос хойш хөнгөн цагаан хайлшаар далайн хөвүүр, аврах завь, хөлөг онгоц, барж үйлдвэрлэж эхэлсэн.Одоогийн байдлаар хөнгөн цагааны хайлшаар хийсэн хөлөг онгоцны их биеийн урт 61 м хүрч байна.Газар доорх хөнгөн цагааны шугам хоолойн туршлага бий, хөнгөн цагааны хайлш нь хөрсний зэврэлтэнд маш тэсвэртэй. 1951 онд Аляскад 2.9 км хоолой барьжээ. 30 жил ажиллаад зэврэлтээс болж нэг ч удаа гоожиж, ноцтой гэмтэл илрээгүй.
Хөнгөн цагааныг барилгын ажилд их хэмжээгээр, бүрээсийн хавтан, хаалга, цонхны хүрээ, цахилгаан кабель. Хөнгөн цагааны хайлш нь бетон, зуурмаг, гипстэй харьцах үед удаан хугацааны туршид хүчтэй зэврэлтэнд өртдөггүй, ялангуяа бүтэц нь байнга чийгтэй байдаггүй. Байнга нойтон тохиолдолд хөнгөн цагааны гадаргуутай бол худалдааны эд зүйлсцаашид боловсруулагдаагүй тул агаарт исэлдүүлэгч бодис ихтэй аж үйлдвэрийн хотуудад харанхуйлж, бүр харлаж болно. Үүнээс зайлсхийхийн тулд гялалзсан аноджуулах замаар гялалзсан гадаргууг олж авахын тулд тусгай хайлш үйлдвэрлэдэг - металл гадаргуу дээр оксидын хальсыг хэрэглэнэ. Энэ тохиолдолд гадаргууг олон өнгө, сүүдэрт өгч болно. Жишээлбэл, хөнгөн цагаан, цахиурын хайлш нь сааралаас хар хүртэл янз бүрийн сүүдэр авах боломжтой болгодог. Хөнгөн цагаан ба хромын хайлш нь алтан өнгөтэй байдаг.
Аж үйлдвэрийн хөнгөн цагааныг хоёр төрлийн хайлш хэлбэрээр үйлдвэрлэдэг - цутгамал хайлш, тэдгээрийн эд анги нь цутгах замаар хийгдсэн, хэв гажилтын хайлш, хэв гажилттай хагас боловсруулсан бүтээгдэхүүн - хуудас, тугалган цаас, хавтан, профиль, утас. Хөнгөн цагааны хайлшаас цутгах материалыг хүн бүр хүлээн авдаг боломжит арга замуудцутгамал Даралтын дор, хөгц мөөгөнцөр, элс-шавар хэлбэрээр ихэвчлэн тохиолддог. Улс төрийн жижиг намуудын үйлдвэрлэлд үүнийг ашигладаг цутгамалгипс хосолсон хэлбэрүүд болон цутгамалалдагдсан лав загвараар. Цутгамал хайлшийг цахилгаан моторын цутгамал ротор, онгоцны цутгамал эд анги гэх мэт үйлдвэрлэхэд ашигладаг. Цутгамал хайлшийг автомашины үйлдвэрлэлдотоод засал чимэглэл, бампер, биеийн хавтан, дотоод эд ангиудын хувьд; барилгын ажилд дуусгах материал болгон; нисэх онгоцонд гэх мэт.
IN аж үйлдвэрМөн хөнгөн цагаан нунтаг хэрэглэдэг. Металлургийн салбарт ашигладаг аж үйлдвэр: алюминотермид хайлшийн нэмэлт болгон, шахаж, агломержуулах замаар хагас боловсруулсан бүтээгдэхүүн үйлдвэрлэх. Энэ аргаар маш удаан эдэлгээтэй эд анги (араа, бут гэх мэт) үйлдвэрлэдэг. Нунтаг бодисыг химийн салбарт хөнгөн цагааны нэгдлүүдийг үйлдвэрлэхэд ашигладаг катализатор(жишээлбэл, этилен, ацетон үйлдвэрлэхэд). Хөнгөн цагаан, ялангуяа нунтаг хэлбэрээр өндөр урвалд ордог тул тэсрэх бодис, пуужингийн хатуу түлшинд ашигладаг бөгөөд хурдан гал авалцах чадварыг ашигладаг.
Хөнгөн цагааны исэлдүүлэх өндөр эсэргүүцэлтэй тул нунтаг нь будгийн тоног төхөөрөмж, дээвэр, хэвлэх цаас, машины хавтангийн гялалзсан гадаргууг бүрэхэд пигмент болгон ашигладаг. Ган болон цутгамал төмрийг мөн хөнгөн цагааны давхаргаар бүрсэн байна. худалдааны зүйлтэдгээрийн зэврэлтээс зайлсхийхийн тулд.
Хэрэглээний цар хүрээний хувьд хөнгөн цагаан ба түүний хайлш нь төмөр (Fe) ба түүний хайлшийн дараа хоёрдугаар байр эзэлдэг. Технологийн болон өдөр тутмын амьдралд хөнгөн цагааны өргөн хэрэглээ нь түүний физик, механик, химийн шинж чанар: нягт багатай, агаар мандлын агаар дахь зэврэлтэнд тэсвэртэй, өндөр дулаан, цахилгаан дамжуулалт, уян хатан чанар, харьцангуй өндөр бат бэх. Хөнгөн цагааныг боловсруулахад хялбар байдаг янз бүрийн арга замууд- хуурамчаар үйлдэх, тамгалах, өнхрүүлэх гэх мэт. Цэвэр хөнгөн цагааныг утас үйлдвэрлэхэд ашигладаг (хөнгөн цагааны цахилгаан дамжуулах чанар нь аяганы цахилгаан дамжуулах чанарын 65.5% байдаг, гэхдээ хөнгөн цагаан нь аяганаас 3 дахин хөнгөн байдаг тул хөнгөн цагааныг ихэвчлэн сольж байдаг. цахилгааны инженер) болон савлагааны материал болгон ашигладаг тугалган цаас. Хайлуулсан хөнгөн цагааны үндсэн хэсгийг төрөл бүрийн хайлш үйлдвэрлэхэд зарцуулдаг. Хөнгөн цагааны хайлшийн гадаргуу дээр хамгаалалтын болон гоёл чимэглэлийн бүрээсийг хялбархан хэрэглэдэг.
Хөнгөн цагааны хайлшийн олон янзын шинж чанар нь хөнгөн цагаанд янз бүрийн нэмэлтүүд орж, хатуу уусмал эсвэл металл хоорондын нэгдлүүдийг үүсгэдэгтэй холбоотой юм. Хөнгөн цагааны ихэнх хэсгийг хөнгөн хайлш үйлдвэрлэхэд ашигладаг - дуралюминий (94% хөнгөн цагаан, 4% зэс (Cu), 0.5% магни (Mg), манган (Mn), (Fe) ба цахиур (Si)), силумин (85) -90% - хөнгөн цагаан, 10-14% цахиур (Si), 0.1% натри (Na)) гэх мэт.. Металлургийн салбарт хөнгөн цагааныг зөвхөн хайлшийн суурь болгохоос гадна хайлшийн нэмэлтүүдийн нэг болгон өргөн хэрэглэдэг. аяга (Cu), магни (Mg), төмөр (Fe), >никель (Ni) гэх мэт үндсэн дээр суурилсан хайлш.
Хөнгөн цагаан хайлшийг өдөр тутмын амьдрал, барилга, архитектур, автомашины үйлдвэрлэл, хөлөг онгоцны үйлдвэрлэл, нисэх онгоц, сансрын технологид өргөн ашигладаг. Тодруулбал, дэлхийн анхны хиймэл дагуулыг хөнгөн цагааны хайлшаар хийсэн. Хөнгөн цагаан ба цирконий хайлш (Zr) - цөмийн реакторын барилгын ажилд өргөн хэрэглэгддэг. Хөнгөн цагааныг тэсрэх бодис үйлдвэрлэхэд ашигладаг.
Өдөр тутмын амьдралд хөнгөн цагаантай харьцахдаа зөвхөн төвийг сахисан (хүчиллэг) шингэнийг халааж, хөнгөн цагаан саванд (жишээлбэл, буцалгах ус) хадгалах боломжтой гэдгийг санах хэрэгтэй. Жишээлбэл, та хөнгөн цагаан хайруулын тавган дээр исгэлэн байцаатай шөл хийвэл хөнгөн цагаан нь хоолонд орж, тааламжгүй "металл" амтыг олж авдаг. Оксидын хальс нь өдөр тутмын амьдралд маш амархан гэмтдэг тул хөнгөн цагаан аяга таваг ашиглах нь зохисгүй хэвээр байна.
Мөнгө цагаан металл, хөнгөн жинтэй
нягтрал - 2.7 г/см³
Техникийн хөнгөн цагааны хайлах цэг нь хөнгөн цагааны хувьд 658 ° C байна өндөр цэвэршилттэй- 660 ° C
хайлуулах хувийн дулаан - 390 кЖ/кг
буцлах цэг - 2500 ° C
ууршилтын хувийн дулаан - 10.53 МЖ/кг
цутгамал хөнгөн цагааны суналтын бат бэх - 10-12 кг/ммI, хэв гажилт - 18-25 кг/ммI, хайлш - 38-42 кг/ммI
Бринеллийн хатуулаг - 24...32 кгс/мм²
өндөр уян хатан чанар: техникийн - 35%, цэвэр - 50%, нимгэн хуудас, бүр тугалган цаас болгон өнхрүүлсэн
Янгийн модуль - 70 GPa
Хөнгөн цагаан нь цахилгаан дамжуулах чанар өндөр (0.0265 мкОм м) ба дулаан дамжуулалт (203.5 Вт/(м К))-ийн 65%-ийг эзэлдэг ба гэрлийн тусгал өндөртэй.
Сул парамагнит.
Шугаман тэлэлтийн температурын коэффициент 24.58·10−6 K−1 (20...200 °C).
Цахилгаан эсэргүүцлийн температурын коэффициент нь 2.7·10−8K−1.
Хөнгөн цагаан нь бараг бүх металлтай хайлш үүсгэдэг. Хамгийн сайн мэддэг хайлш нь купрам ба магни (дуралюминий) ба цахиур (силумин) юм.
Байгалийн хөнгөн цагаан нь бараг бүхэлдээ нэг тогтвортой изотоп болох 27Al, 26Al-ийн ул мөр бүхий цацраг идэвхт изотопоос бүрддэг. хугацаахагас задралын хугацаа нь 720 мянган жил бөгөөд аргон цөмийг сансрын цацрагийн протоноор бөмбөгдөх үед агаар мандалд үүсдэг.
Дэлхийн царцдас дахь тархалтын хувьд металлын дунд 1-р байр, элементүүдийн дунд 3-р байранд хүчилтөрөгч, цахиурын дараа ордог. дагуу дэлхийн царцдас дахь хөнгөн цагааны агууламж өгөгдөлянз бүрийн судлаачид дэлхийн царцдасын массын 7.45-8.14% хооронд хэлбэлздэг.
Байгалийн хувьд хөнгөн цагаан нь химийн өндөр идэвхжилтэй тул бараг зөвхөн нэгдлүүд хэлбэрээр байдаг. Тэдний зарим нь:
Боксит – Al2O3 H2O (SiO2, Fe2O3, CaCO3 хольцтой)
Алунитууд - (Na,K)2SO4 Al2(SO4)3 4Al(OH)3
Хөнгөн цагааны исэл (элс SiO2, шохойн чулуу CaCO3, магнезит MgCO3 бүхий каолины хольц)
Корунд (индранил, бадмаараг, зүлгүүр) - Al2O3
Каолинит - Al2O3 2SiO2 2H2O
Берил (маргад, номин) - 3BeO Al2O3 6SiO2
Хризоберил (Александрит) - BeAl2O4.
Гэсэн хэдий ч тодорхой бууралтын нөхцөлд уугуул хөнгөн цагаан үүсэх боломжтой.
Байгалийн ус нь бага хортой химийн нэгдлүүд, жишээлбэл, хөнгөн цагаан фторид хэлбэрээр хөнгөн цагааныг агуулдаг. Катион эсвэл анионы төрөл нь юуны түрүүнд хүчиллэг чанараас хамаарна усан орчин. Гадаргын усны биет дэх хөнгөн цагааны агууламж Оросын Холбооны Улс 0.001-10 мг/л, далайн усанд 0.01 мг/л.

Хөнгөн цагаан нь
Хөнгөн цагааны хайлшаас цутгамал бүтээгдэхүүн үйлдвэрлэх
Цутгамал үйлдвэрлэлийн өмнө тулгарч буй гол ажил бол манай улс, Цутгамал материалын чанарыг бүхэлд нь мэдэгдэхүйц сайжруулахаас бүрдэх бөгөөд энэ нь хананы зузааныг багасгах, механик боловсруулалт, хаалт тэжээлийн системийг багасгах, худалдааны эд зүйлсийн зохих шинж чанарыг хадгалахад тусгагдсан байх ёстой. Энэхүү ажлын эцсийн үр дүн нь механик инженерийн хэрэгцээг хангахад чиглэгдэх ёстой шаардлагатай тоо хэмжээжингээр цутгасан нийт мөнгөн ялгаруулалтыг мэдэгдэхүйц нэмэгдүүлэхгүйгээр цутгамал.
Элс цутгах
Нэг удаагийн хэвэнд цутгах дээрх аргуудаас хөнгөн цагааны хайлшаас цутгамал үйлдвэрлэхэд хамгийн өргөн хэрэглэгддэг нь нойтон элс хэвэнд цутгах явдал юм. Энэ нь хайлшийн нягт багатай, хэлбэр дүрс болон металлын бага хүчний нөлөөлөлтэй холбоотой юм бага температурцутгах (680-800С).
Элсний хэвийг үйлдвэрлэхэд кварц ба шавар элс (ГОСТ 2138-74), хэвний шавар (ГОСТ 3226-76), холбогч болон туслах материалаас бэлтгэсэн хэвний болон үндсэн хольцыг ашигладаг.

Хаалганы системийн төрлийг цутгах хэмжээ, түүний тохиргооны нарийн төвөгтэй байдал, хэвэнд байрлуулах байршлыг харгалзан сонгоно. Жижиг өндөртэй нарийн төвөгтэй цутгамал цутгахад цутгах хэвийг дүрмээр бол доод хаалганы системийг ашиглан гүйцэтгэдэг. Цутгамал өндөр, нимгэн хананы хувьд босоо үүр эсвэл хосолсон хаалганы системийг ашиглах нь зүйтэй. Жижиг хэмжээний цутгамал цутгах хэвийг дээд хаалганы системээр дүүргэж болно. Энэ тохиолдолд хэвний хөндийд металл хайрст үлд унах өндөр нь 80 мм-ээс хэтрэхгүй байх ёстой.
Мөөгөнцрийн хөндий рүү ороход хайлмалын хөдөлгөөний хурдыг бууруулж, дотор нь түдгэлзүүлсэн оксидын хальс, шаарны хольцыг илүү сайн салгахын тулд хаалганы системд нэмэлт гидравлик эсэргүүцлийг нэвтрүүлдэг - тор (металл эсвэл шилэн) суурилуулсан эсвэл цутгах ажлыг гүйцэтгэдэг. мөхлөгт шүүлтүүрээр гадагшлуулна.
Дүрмээр бол гацуур (тэжээгч) нь боловсруулалтын явцад дараа нь салгахад тохиромжтой байдлыг харгалзан периметрийн эргэн тойронд тархсан цутгамал нимгэн хэсгүүдэд (хана) авчирдаг. Их хэмжээний нэгжүүдэд металл нийлүүлэх нь хүлээн зөвшөөрөгдөхгүй, учир нь тэдгээрт агшилтын хөндий үүсч, барзгар байдал нэмэгдэж, цутгамал гадаргуу дээр агшилтын "нулт" үүсдэг. Хөндлөн огтлолын хувьд хаалганы суваг нь ихэвчлэн байдаг тэгш өнцөгт хэлбэрөргөн тал нь 15-20 мм, нарийн тал нь 5-7 мм байна.
Нарийхан талсжих хүрээтэй хайлш (AL2, AL4, AL), AL34, AK9, AL25, ALZO) нь цутгамал материалын дулааны нэгжүүдэд төвлөрсөн агшилтын хөндий үүсэхэд өртөмтгий байдаг. Цутгамалаас гадна эдгээр бүрхүүлийг авчрахын тулд асар их ашиг суурилуулах аргыг өргөн ашигладаг. Нимгэн ханатай (4-5 мм) ба жижиг цутгамал материалын хувьд ашгийн масс нь цутгамал массаас 2-3 дахин их, зузаан ханатай бол 1.5 дахин их байдаг. Өндөр ирлээцутгах өндрөөс хамаарч сонгосон. 150 мм-ээс бага өндөрт зориулагдсан ирлээ H-ойролцоогоор. Notl цутгах өндөртэй тэнцүү авсан. Илүү өндөр цутгамалуудын хувьд Nprib/Notl харьцааг 0.3 0.5-тай тэнцүү авна.
Хөнгөн цагааны хайлшийг цутгахад хамгийн их хэрэглээ нь дээд хэсэгт байдаг нээлттэй ашигдугуй эсвэл зууван хөндлөн огтлол; Ихэнх тохиолдолд хажуугийн ашиг нь хаалттай байдаг. Ажлын үр ашгийг дээшлүүлэхийн тулд ашигтэдгээрийг тусгаарлаж, халуун металлаар дүүргэж, дүүргэсэн байна. Тусгаарлагчийг ихэвчлэн хэвний гадаргуу дээр асбестын хавтанг нааж, дараа нь хийн дөлөөр хатаах замаар хийдэг. Талсжих өргөн хүрээтэй хайлш (AL1, AL7, AL8, AL19, ALZZ) нь тараагдсан агшилтын сүвэрхэг байдал үүсэх хандлагатай байдаг. агшилтын нүхийг шингээх ашигүр дүнгүй. Тиймээс, жагсаасан хайлшаас цутгамал хийхдээ их хэмжээний ашиг олох суурилуулахыг ашиглахыг зөвлөдөггүй. Өндөр чанартай цутгамал авахын тулд чиглэлтэй талсжилтыг хийж, энэ зорилгоор цутгамал төмөр, хөнгөн цагаан хайлшаар хийсэн хөргөгч суурилуулах ажлыг өргөнөөр ашигладаг. Хамгийн оновчтой нөхцөлчиглэлтэй талсжилтын хувьд босоо оролттой хаалганы системийг бий болгодог. Талсжих явцад хийн ялгаралт үүсэхээс сэргийлж, зузаан ханатай цутгамалд хий агшилтын сүвэрхэг үүсэхээс урьдчилан сэргийлэхийн тулд 0.4-0.5 МПа даралтын дор талстжилтыг өргөн ашигладаг. Үүнийг хийхийн тулд цутгах хэвийг цутгахын өмнө автоклавт хийж, металлаар дүүргэж, цутгамал хийцийг агаарын даралтын дор талстжуулна. Том хэмжээтэй (2-3 м хүртэл өндөр) нимгэн ханатай цутгамал хийцийг үйлдвэрлэхийн тулд дараалсан чиглүүлсэн хатуужилт бүхий цутгах аргыг ашигладаг. Аргын мөн чанар нь цутгахыг доороос дээш дараалан талстжуулах явдал юм. Үүнийг хийхийн тулд цутгах хэвийг гидравлик өргөгчийн ширээн дээр байрлуулж, 500-700 ° C хүртэл халаадаг 12-20 мм диаметртэй металл хоолойг доош буулгаж, өргөлтийн үүргийг гүйцэтгэдэг. Хоолойнуудыг гацуур саванд бэхэлсэн бөгөөд тэдгээрийн нүхийг таглаагаар хаадаг. Гацуур савыг хайлмалаар дүүргэсний дараа таглааг нь дээшлүүлж, хайлш нь хоолойгоор дамжин хэвний хөндийд нүхтэй гацуур (тэжээгч) -ээр холбогдсон цооног руу урсдаг. Худаг дахь хайлалтын түвшин хоолойн доод төгсгөлөөс 20-30 мм-ээс дээш болсны дараа гидравлик хүснэгтийг буулгах механизмыг асаана. Буулгах хурдыг хэвийг үерт автсан түвшнээс доош дүүргэж, халуун металл нь хэвний дээд хэсгүүдэд тасралтгүй урсдаг. Энэ нь чиглэлтэй хатууралтыг баталгаажуулж, агшилтын согоггүйгээр нарийн төвөгтэй цутгамал үйлдвэрлэх боломжийг олгодог.

Элсэн хэвийг галд тэсвэртэй материалаар бүрсэн шанаганаас металлаар цутгадаг. Металлаар дүүргэхийн өмнө шинэхэн доторлогоотой шанагыг хатааж, чийгийг арилгахын тулд 780-800 ° C-т шохойжуулна. Цутгахаасаа өмнө би хайлуулах температурыг 720-780 ° C-д байлгадаг. Нимгэн ханатай цутгамал хэвийг 730-750 ° C хүртэл халаасан хайлмалаар дүүргэж, зузаан ханатай бол 700-720 ° C хүртэл халаадаг.
Гипс хэвэнд цутгах
Гипсэн хэвэнд цутгах нь цутгамал материалд нарийвчлал, гадаргуугийн цэвэр байдал, нөхөн үржихүйн шаардлага нэмэгдсэн тохиолдолд хэрэглэгддэг. хамгийн жижиг нарийн ширийн зүйлстайвшрал. Элсэн хэвтэй харьцуулахад гипсэн хэв нь өндөр бат бэх, хэмжээсийн нарийвчлал, өндөр температурт тэсвэртэй, 5-6-р нарийвчлалын ангилалд 1.5 мм-ийн хананы зузаантай нарийн төвөгтэй тохиргооны цутгамал үйлдвэрлэх боломжтой болгодог. Мөөгөнцөр нь лав эсвэл металл (гуулин,) хром бүрсэн загваруудыг ашиглан хийдэг. Загварын хавтангууд нь хөнгөн цагааны хайлшаар хийгдсэн байдаг. Загваруудыг хэвнээс нь салгах ажлыг хөнгөвчлөхийн тулд тэдгээрийн гадаргууг бүрсэн байна нимгэн давхаргакеросин-стеарин тосолгооны материал.
Нимгэн ханатай цутгамал жижиг, дунд оврын хэвийг 80% гипс, 20% кварцаас бүрдсэн хольцоор хийдэг. элсэсвэл асбест ба 60-70% ус (хуурай хольцын жингээр). Хольцын найрлага дунд болон том хэлбэрүүд: 30% гипс, 60% элс, 10% асбест, 40-50% ус. Бууралтыг удаашруулахын тулд хольцонд 1-2% унтраасан шохой нэмнэ. Маягтуудын шаардлагатай бат бөх чанарыг усгүй эсвэл хагас усан гипсээр чийгшүүлэх замаар олж авдаг. Хүч чадлыг бууруулж, хийн нэвчилтийг нэмэгдүүлэхийн тулд түүхий гипс хэлбэрийг гидротермаль эмчилгээнд хамруулдаг - 0.13-0.14 МПа усны уурын даралтын дор 6-10 цагийн турш автоклавт, дараа нь агаарт 24 цагийн турш хадгална. Үүний дараа маягтуудыг 350-500 ° C температурт үе шаттайгаар хатаана.

Гипсэн хэвний онцлог нь тэдний бага дулаан дамжуулалт юм. Энэ нөхцөл байдал нь өргөн талстжих хүрээ бүхий хөнгөн цагааны хайлшаас өтгөн цутгамал материал авахад хэцүү болгодог. Тиймээс, гипсэн хэвэнд зориулсан хаалганы системийг боловсруулахдаа гол ажил бол агшилтын хөндий, сулрал, исэлдлийн хальс, халуун хагарал, нимгэн ханыг дутуу дүүргэхээс урьдчилан сэргийлэх явдал юм. Энэ нь хөгцний хөндийд хайлмал хөдөлгөөн бага хурдтай, дулааны нэгжийг хөргөгч ашиглан ашиг руу чиглүүлж, хольц дахь кварцын элсний агууламжийг нэмэгдүүлэх замаар хөгцний нийцэмжийг нэмэгдүүлэх замаар өргөтгөх хаалганы системийг ашиглан хүрдэг. Нимгэн ханатай цутгамал нь вакуум сорох тусламжтайгаар 100-200 ° C хүртэл халаасан хэвэнд цутгаж, 0.2 мм хүртэл зузаантай нүхийг дүүргэх боломжийг олгодог. Зузаан ханатай (10 мм-ээс их) цутгамал хийцийг автоклавт хэвэнд цутгаж үйлдвэрлэдэг. Энэ тохиолдолд металлын талсжилтыг 0.4-0.5 МПа даралтын дор явуулдаг.
Бүрхүүл цутгах
Элсээр цутгахаас илүү гадаргуугийн цэвэр байдал, хэмжээсийн нарийвчлал өндөр, бага боловсруулалт бүхий хязгаарлагдмал хэмжээтэй цутгамал цуваа болон том хэмжээний үйлдвэрлэлд бүрхүүлийн цутгамал ашиглахыг зөвлөж байна.
Бүрхүүлийн хэвийг халуун (250-300 ° C) металл (ган, ) төхөөрөмж ашиглан бункерийн аргаар хийдэг. Загварын төхөөрөмжийг 4-5-р нарийвчлалын ангиллын дагуу хэвний налуу 0.5-аас 1.5% хүртэл хийдэг. Бүрхүүл нь хоёр давхаргаар хийгдсэн: эхний давхарга нь 6-10% термостат давирхайтай, хоёр дахь нь 2% -ийн давирхайтай хольц юм. Бүрхүүлийг илүү сайн арилгахын тулд загварын хавтанг суллах эмульсийн нимгэн давхаргаар хучсан (5% силикон шингэн №5; хэвний элсийг дүүргэхээс өмнө 3%). угаалгын саван; 92% ус).
Бүрхүүлийн хэвийг үйлдвэрлэхэд дор хаяж 96% цахиур агуулсан нарийн ширхэгтэй кварцын элсийг ашигладаг. Хагасыг холбох ажлыг тусгай зүү дарагч дээр наах замаар гүйцэтгэдэг. Цавууны найрлага: 40% MF17 давирхай; 60% маршалит, 1.5% хөнгөн цагаан хлорид (хатууруулах). Угсарсан хэвийг саванд хийнэ. Бүрхүүлийн хэвэнд цутгахдаа ижил хаалганы систем болон температурын нөхцөл, элс цутгах гэх мэт.
Бүрхүүлийн хэвэнд метал талсжих хурд бага, чиглэлтэй талстжилтыг бий болгох боломж бага байгаа нь түүхий элсний хэвэнд цутгаж байснаас бага шинж чанартай цутгамал үйлдвэрлэхэд хүргэдэг.
Лав цутгах нь алдагдсан
Алдагдсан лав цутгах нь өндөр нарийвчлалтай (3-5-р анги), гадаргуугийн цэвэршилттэй (барзгаржилтын 4-6-р анги) цутгамал үйлдвэрлэхэд хэрэглэгддэг бөгөөд энэ арга нь цорын ганц боломжтой буюу оновчтой арга юм.
Ихэнх тохиолдолд загваруудыг суурин эсвэл эргэлтэт суурилуулалт дээр металл хэвэнд (цутгамал ба угсармал) шахаж зуурмаг шиг парафиностеарин (1: 1) найрлагаар хийдэг. Загварын хэв гажилтаас зайлсхийхийн тулд 200 мм-ээс их хэмжээтэй нийлмэл цутгамал хийцийг үйлдвэрлэхдээ зөөлрүүлэх (хайлах) температурыг нэмэгдүүлдэг бодисыг загварын массад оруулдаг.
Гидролизжүүлсэн этил силикат (30-40%) ба тоосжилттой кварц (70-60%) нь суспензийг керамик хэв үйлдвэрлэхэд галд тэсвэртэй бүрээс болгон ашигладаг. Загварын блокууд нь 1KO16A эсвэл 1K025A шохойжсон элсээр хучигдсан байдаг. Бүрхүүлийн давхарга бүрийг агаарт 10-12 цагийн турш эсвэл аммиакийн уур агуулсан агаар мандалд хатаана. Керамик хэлбэрийн шаардлагатай бат бөх чанарыг 4-6 мм-ийн зузаантай (галд тэсвэртэй бүрхүүлийн 4-6 давхарга) ашиглан олж авдаг. Мөөгөнцөрийг жигд дүүргэхийн тулд зузаан хэсэг, их хэмжээний нэгжийг металлаар хангахын тулд өргөтгөх хаалганы системийг ашигладаг. Цутгамал нь ихэвчлэн өтгөрүүлсэн гацуур (тэжээгч) -ээр дамжин их хэмжээний ус өргөгчөөс тэжээгддэг. Нарийн төвөгтэй цутгахын хувьд их хэмжээний ашиг орлогыг ус өргөгчөөс заавал дүүргэх замаар дээд массын нэгжүүдийг тэжээхэд ашиглахыг зөвшөөрдөг.

Хөнгөн цагаан нь
Мөөгөнцөрөөс загваруудыг хайлуулах ажлыг халуун (85-90 ° C) усанд хийж, хүчиллэгжүүлнэ давсны хүчил(нэг литр усанд 0.5-1 см3) стеариныг саванжуулахаас сэргийлнэ. Загваруудыг хайлсны дараа керамик хэвийг 150-170 ° C-т 1-2 цагийн турш хатааж, саванд хийж, хуурай дүүргэгчээр хучиж, 600-700 ° C-т 5-8 цагийн турш шохойжуулна. Цутгах нь хүйтэн, халсан хэлбэрээр явагддаг. Хэвний халаалтын температурыг (50-300 ° C) цутгах хананы зузаанаар тодорхойлно. Мөөгөнцөрийг металлаар дүүргэх нь ердийн аргаар, мөн вакуум эсвэл төвөөс зугтах хүчийг ашиглан хийгддэг. Ихэнх хөнгөн цагааны хайлшийг цутгахын өмнө 720-750 ° C хүртэл халаана.
Хүйтэн цутгах
Чилл цутгах нь цуваа ба олноор үйлдвэрлэххөнгөн цагааны хайлшаар хийсэн цутгамал нь гадаргуугийн тэгш бус байдал Rz = 50-20, хананы зузаан нь 3-4 мм-ээс багагүй нарийвчлалын 4-6 ангиллын цутгамал материал авах боломжийг олгодог. Хөргөх хэвэнд цутгахдаа хөгцний хөндий дэх хайлмалыг өндөр хурдтай хөдөлгөж, чиглэлтэй хатууруулах шаардлагыг (хийн сүвэрхэг, исэлдлийн хальс, агшилтын сулрал) дагаж мөрдөөгүйгээс үүссэн согогуудын хамт гол төрлийн согог ба цутгамал нь дутуу дүүргэж, хагарч байна. Хагарлын харагдах байдал нь хэцүү агшилтаас үүсдэг. Ялангуяа өргөн талстжилтын хүрээтэй, шугаман агшилт ихтэй (1.25-1.35%) хайлшаар хийсэн цутгамалд ан цав үүсдэг. Эдгээр согог үүсэхээс урьдчилан сэргийлэх нь янз бүрийн технологийн аргаар хийгддэг.
Зузаан хэсгүүдэд металл нийлүүлэх тохиолдолд нийлүүлэлтийн босс (ашиг) суурилуулах замаар нийлүүлэлтийн талбайг нөхөх шаардлагатай. Хаалганы системийн бүх элементүүд нь үхрийн холбогчийн дагуу байрладаг. Хаалганы сувгуудын хөндлөн огтлолын талбайн дараах харьцааг санал болгож байна: жижиг цутгамалд EFst: EFshl: EFpit = 1: 2: 3; том цутгамал хувьд EFst: EFsh: EFpit = 1: 3: 6.
Хэвний хөндийд хайлмал урсгалын хурдыг багасгахын тулд муруй өргөгч, шилэн эсвэл металл тор, мөхлөгт шүүлтүүрийг ашигладаг. Хөнгөн цагааны хайлшны цутгамал чанар нь цутгах хэвний хөндий дэх хайлмалын өсөлтийн хурдаас хамаарна. Энэ хурд нь дулаан ялгаралт ихэссэн нөхцөлд цутгамал нимгэн хэсгүүдийг дүүргэхэд хангалттай байх ёстой бөгөөд үүнтэй зэрэгцэн агааржуулалтын хоолойгоор дамжин агаар, хий дутуу дулимаг, ашиг тус, үймээн самуун, хайлмал урсгалын улмаас дутуу дүүргэх шалтгаан болохгүй. нарийн хэсгүүдээс өргөн хэсэг рүү шилжих. Хөргөх хэвэнд цутгах үед хэвний хөндий дэх металлын өсөлтийн хурдыг элсэн хэвэнд цутгах үеийнхээс арай өндөр байна гэж үздэг. Өргөх хамгийн бага зөвшөөрөгдөх хурдыг А.А.Лебедев, Н.М.Галдин нарын томъёогоор тооцоолно (5.1-р "Элс цутгах" хэсгийг үзнэ үү).
Өтгөн цутгамал материал авахын тулд цутгамал цутгамал хэлбэрийг хэвэнд зөв байрлуулж, дулаан ялгаруулалтыг тохируулах замаар элсэн цутгамал шиг чиглэсэн хатууралтыг бий болгодог. Дүрмээр бол их хэмжээний (зузаан) цутгах хэсгүүд нь хэвний дээд хэсэгт байрладаг. Энэ нь хатуурах явцад тэдгээрийн эзлэхүүний бууралтыг тэдгээрийн дээр суурилуулсан ашгаас шууд нөхөх боломжтой болгодог. Чиглэлийн хатуужилтыг бий болгохын тулд дулааныг зайлуулах эрчмийг зохицуулах нь цутгах хэвний янз бүрийн хэсгүүдийг хөргөх эсвэл тусгаарлах замаар хийгддэг. Орон нутгийн хэмжээнд дулаан ялгаруулалтыг нэмэгдүүлэхийн тулд дулаан дамжуулагч аягаар хийсэн оруулга өргөн хэрэглэгддэг бөгөөд тэдгээр нь сэрвээний улмаас хөгц хөгцний хөргөх гадаргууг нэмэгдүүлэх, шахсан агаар эсвэл усаар хөргөх хөгцийг орон нутгийн хөргөлтөөр гүйцэтгэдэг. Дулаан зайлуулах эрчмийг багасгахын тулд хөгц хөгцний ажлын гадаргуу дээр 0.1-0.5 мм зузаантай будагны давхаргыг хэрэглэнэ. Энэ зорилгоор 1-1.5 мм-ийн зузаантай будагны давхаргыг хаалганы суваг, ашгийн гадаргуу дээр хэрэглэнэ. Мөөгөнцөр дэх металлын хөргөлтийг удаашруулах нь хэвний ханыг орон нутгийн нягтруулах, дулаан дамжуулалт багатай янз бүрийн бүрээсийг ашиглах, асбест наалтаар хэвийг дулаалах замаар хийж болно. Хөргөх хөгцний ажлын гадаргууг будах нь сайжирна Гадаад төрхцутгамал, тэдгээрийн гадаргуу дээрх хийн халаасыг арилгахад тусалдаг ба хэвний бат бөх чанарыг нэмэгдүүлдэг. Будахын өмнө хөргөх хэвийг 100-120 ° C хүртэл халаана. Шаардлагагүй дулаанхалаах нь хүсээгүй, учир нь энэ нь цутгамал хатуурах хурд, үргэлжлэх хугацааг бууруулдаг эцсийн хугацаахөргөх үйлчилгээ. Халаалт нь цутгамал болон хэвний хоорондох температурын зөрүүг багасгаж, цутгамал металлаар халсантай холбоотойгоор хэвний тэлэлтийг бууруулдаг. Үүний үр дүнд цутгамал дахь суналтын ачаалал буурч, харагдах байдлыг үүсгэдэгхагарал Гэсэн хэдий ч хагарал үүсэх магадлалыг арилгахын тулд хөгцийг дангаар нь халаах нь хангалтгүй юм. Цутгамалийг хэвнээс нь цаг тухайд нь зайлуулах шаардлагатай. Цутгамал нь түүний температур нь хэвний температуртай тэнцүү болж, агшилтын ачаалал хамгийн их утгад хүрэхээс өмнө хэвнээс зайлуулах ёстой. Ихэвчлэн цутгамал нь маш хүчтэй байх үед түүнийг устгалгүйгээр хөдөлгөж (450-500 ° C) авдаг. Энэ үед хаалганы систем хангалттай хүч чадлыг олж аваагүй байгаа бөгөөд гэрлийн нөлөөллөөр эвдэрч байна. Цутгамалыг хэвэнд барих хугацаа нь хатуурах хурдаар тодорхойлогддог бөгөөд металлын температур, хэвний температур, цутгах хурдаас хамаарна.
Металлын наалдацыг арилгах, ашиглалтын хугацааг нэмэгдүүлэх, зайлуулах ажлыг хөнгөвчлөхийн тулд үйл ажиллагааны явцад металл бариулыг тослох хэрэгтэй. Хамгийн түгээмэл тосолгооны материал бол усан бал чулууны суспенз (3-5% бал чулуу) юм.
Цутгамалуудын гаднах тоймыг хийдэг хэвний хэсгүүд нь саарал өнгөтэй байдаг цутгамал төмөр. Мөөгөнцрийн ханын зузааныг ГОСТ 16237-70-ийн зөвлөмжийн дагуу цутгамал материалын ханын зузаанаас хамаарч тодорхойлно. Цутгамал дахь дотоод хөндий нь металл (ган) болон элсний саваа ашиглан хийгддэг. Элсэн саваа нь металл саваагаар хийх боломжгүй нарийн төвөгтэй хөндий үүсгэхэд ашиглагддаг. Цутгамалуудыг хэвнээс нь салгахад хялбар болгохын тулд цутгамал материалын гаднах гадаргуу нь тухайн хэсэг рүү чиглэсэн цутгамал налуу нь 30"-аас 3° байх ёстой. Дотоод гадаргууМеталл саваагаар хийсэн цутгамал нь 6 ° -аас багагүй налуутай байх ёстой. Цутгамал дээр зузаанаас нимгэн хэсгүүдэд хурц шилжилт хийхийг зөвшөөрдөггүй. Гулзайлтын радиус нь дор хаяж 3 мм байх ёстой. Жижиг цутгамалд 8 мм-ээс их диаметртэй, дунд 10 мм, том хэмжээтэй бол 12 мм диаметртэй нүхийг саваагаар хийдэг. Нүхний гүний диаметртэй оновчтой харьцаа нь 0.7-1 байна.
Хагалах хавтгайд байрлуулсан агааржуулалтын суваг, гүний хөндийн ойролцоо хананд байрлуулсан залгуурыг ашиглан агаар ба хийнүүдийг үхрийн хөндийгөөс зайлуулдаг.
Орчин үеийн цутгах үйлдвэрүүдэд хөргөлтийн хэвийг нэг байрлалтай эсвэл олон байрлалтай хагас автомат цутгах машин дээр суурилуулсан бөгөөд үүнд хөргөлтийн хэвийг хаах, нээх, судал суурилуулах, зайлуулах, цутгах, цутгах ажлыг хэвнээс гаргах, зайлуулах ажлыг автоматаар гүйцэтгэдэг. . Мөн хөгц хөгцийг халаах температурыг автоматаар хянах боломжтой. Хөргөх хэвийг машин дээр дүүргэх ажлыг диспенсер ашиглан гүйцэтгэдэг.
Мөөгөнцрийн нимгэн хөндийн дүүргэлтийг сайжруулах, холбогч бодисыг устгах явцад гарч буй агаар, хийг зайлуулахын тулд хэвийг нүүлгэн шилжүүлж, нам даралтын дор эсвэл төвөөс зугтах хүчээр дүүргэдэг.
Шахаж цутгах
Шахаж цутгах нь 2-3 мм ханын зузаантай том хэмжээтэй хавтан хэлбэрийн цутгамал (2500х1400 мм) үйлдвэрлэх зориулалттай. Энэ зорилгоор металл хагас хэлбэрийг ашигладаг бөгөөд тэдгээр нь хагас хэлбэрийн нэг талт эсвэл хоёр талт арга барил бүхий тусгай цутгах, шахах машин дээр суурилагдсан байдаг. Онцлог шинж чанарЭнэ цутгах арга нь хэвний хагас нь бие биендээ ойртох үед хэвний хөндийг өргөн хайлмалаар дүүргэх явдал юм. Цутгамал хэв нь ердийн хаалганы системийн элементүүдийг агуулдаггүй. ӨгөгдөлЭнэ арга нь нарийн талстжих хүрээтэй AL2, AL4, AL9, AL34 хайлшаас цутгамал үйлдвэрлэдэг.
Хайлмалын хөргөлтийн хурдыг хөгцний хөндийн ажлын гадаргуу дээр дулаан тусгаарлагч бүрээсээр зохицуулдаг. янз бүрийн зузаантай(0.05-1 мм). Цутгахаас өмнө хайлшийг хэт халах нь шингэний температураас 15-20 хэмээс хэтрэхгүй байх ёстой. Хагас хэлбэрийн ойртох хугацаа 5-3 секунд байна.
Бага даралтын цутгамал
Бага даралтын цутгамал нь цутгамал цутгах өөр нэг хувилбар юм. Энэ нь нарийн талстжих хүрээтэй хөнгөн цагааны хайлшаас (AL2, AL4, AL9, AL34) том хэмжээтэй нимгэн ханатай цутгамал үйлдвэрлэхэд ашиглагддаг. Хүйтэн цутгахтай адил цутгамал материалын гаднах гадаргууг металл хэвээр хийж, дотоод хөндийгүүдийг металл эсвэл элсээр хийсэн саваагаар хийдэг.
Саваа хийхийн тулд 55% 1K016A кварцын элснээс бүрдсэн хольцыг ашиглана; 13.5% хагас өөхний элс P01; 27% нунтагласан кварц; 0.8% пектин цавуу; 3.2% давирхай М, 0.5% керосин. Энэ хольц нь механик түлэгдэлт үүсгэдэггүй. Мөөгөнцөрийг металлаар дүүргэх нь шахсан, хатаасан агаар (18-80 кПа) даралтаар хийгддэг, хайлмал гадаргуу дээр тигелд нийлүүлж, 720-750 ° C хүртэл халаана. Энэ даралтын нөлөөн дор хайлмал нь тигльээс метал утас руу шахагдаж, түүнээс хаалганы систем рүү, цаашлаад цутгах хэвний хөндийд ордог. Бага даралттай цутгахын давуу тал нь хэвний хөндий дэх металлын өсөлтийн хурдыг автоматаар хянах чадвартай бөгөөд энэ нь таталцлын нөлөөн дор цутгаж байснаас илүү өндөр чанартай нимгэн ханатай цутгамал авах боломжтой болгодог.
Мөөгөнцөр дэх хайлшийг талсжуулах ажлыг хатуу металлын царцдас үүсэхээс өмнө 10-30 кПа, царцдас үүссэний дараа 50-80 кПа даралтын дор явуулдаг.
Илүү нягт хөнгөн цагааны хайлш цутгамал нь нам даралтын эсрэг даралтын цутгамалаар үйлдвэрлэгддэг. Буцах даралтаар цутгах үед хэвний хөндийг дүүргэх нь тигель болон хэвэнд (10-60 кПа) даралтын зөрүүгээс шалтгаалан хийгддэг. Мөөгөнцөр дэх металлын талсжилтыг 0.4-0.5 МПа даралтын дор явуулдаг. Энэ нь металд ууссан устөрөгчийг гадагшлуулах, хийн нүх үүсэхээс сэргийлдэг. Цусны даралт өндөр байхсурталчилдаг илүү сайн хоол тэжээлих хэмжээний цутгах нэгжүүд. Үгүй бол буцааж даралтат цутгах технологи нь нам даралтын цутгах технологиос ялгаатай биш юм.
Буцах даралтат цутгамал нь нам даралтын цутгамал болон даралтын талстжилтын давуу талыг амжилттай хослуулсан.
Шахах хэлбэр
AL2, ALZ, AL1, ALO, AL11, AL13, AL22, AL28, AL32, AL34 хөнгөн цагааны хайлшаар шахах аргаар 1 мм ба түүнээс дээш зузаантай ханын зузаантай цутгамал цооног бүхий 1-3 нарийвчлалын ангиллын нарийн төвөгтэй цутгамал хийцийг үйлдвэрлэдэг. 1.2 мм хүртэл диаметртэй, хамгийн багадаа 1 мм-ийн давирхайтай, 6 мм-ийн диаметртэй гадаад ба дотоод утас цутгана. Ийм цутгамал гадаргуугийн цэвэр байдал нь барзгаржилтын 5-8 ангид нийцдэг. Ийм цутгамал үйлдвэрлэлийг 30-70 МПа даралттай, хүйтэн хэвтээ эсвэл босоо шахах камер бүхий машин дээр гүйцэтгэдэг. Хэвтээ шахалтын камертай машинуудад давуу эрх олгоно.
Цутгамалуудын хэмжээ, жин нь шахах машинуудын боломжоор хязгаарлагддаг: шахах камерын эзэлхүүн, даралтын тодорхой даралт (p), түгжих хүч (0). Хөдөлгөөнт хэвний хавтан дээрх цутгамал, гацуур суваг, шахах камерын проекцын талбай (F) нь F = 0.85 0/r томъёогоор тодорхойлсон хэмжээнээс хэтрэхгүй байх ёстой.
Гаднах гадаргуугийн налуугийн оновчтой утга нь 45 °; дотоод 1°-ийн хувьд. Муруйн хамгийн бага радиус нь 0.5-1 мм байна. 2.5 мм-ээс их диаметртэй нүхийг цутгах замаар хийдэг. Хөнгөн цагааны хайлшаар хийсэн цутгамал нь дүрмээр бол зөвхөн суултын гадаргуугийн дагуу боловсруулагддаг. Боловсруулалтын хэмжээг цутгах хэмжээсийг харгалзан тогтоодог бөгөөд 0.3-аас 1 мм-ийн хооронд хэлбэлздэг.
Мөөгөнцөр үйлдвэрлэхэд ашигладаг төрөл бүрийн материал. Хэвний шингэн металлтай шүргэлцэх хэсгүүд нь 3Х2В8, 4Х8В2, 4ХВ2С гангаар хийгдсэн, бэхэлгээний хавтан, матрицын тор нь гангаар хийгдсэн. ган 35, 45, 50, тээглүүр, бут, чиглүүлэгч багана - U8A гангаар хийсэн.
Мөөгөнцрийн хөндийд металл нийлүүлэх ажлыг гадна болон дотоод хаалганы системийг ашиглан гүйцэтгэдэг. Цутгамал боловсруулалт хийх хэсгүүдэд тэжээгчийг авчирдаг. Тэдний зузаан нь нийлүүлэлтийн цэг дэх цутгах хананы зузаанаас хамаарч тодорхойлогдоно өгөгдсөн шинж чанартайхэвийг дүүргэх. Энэ хамаарлыг тэжээгчийн зузааныг цутгах хананы зузаантай харьцуулсан харьцаагаар тодорхойлно. Хэрэв харьцаа нь нэгдмэл байдалд ойр байвал хөгцийг жигд дүүргэх, үймээн самуун, агаар орохгүй байх болно. 2 мм хүртэл хананы зузаантай цутгамал материалд. тэжээгч нь 0.8 мм зузаантай; ханын зузаан нь 3 мм. тэжээгчийн зузаан нь 1.2 мм; 4-6 мм-2 мм-ийн ханын зузаантай.
Агаарын хольцоор баяжуулсан хайлмалын эхний хэсгийг авахын тулд хөгцний хөндийн ойролцоо тусгай угаалгын сав байрлуулж, эзэлхүүн нь цутгах эзэлхүүний 20-40% -д хүрч болно. Угаагч нь хөгцний хөндийд зузаан нь тэжээгчийн зузаантай тэнцүү сувгаар холбогддог. Агаар, хий нь тусгай агааржуулалтын сувгууд болон саваа (цөөгч) ба хэвний матрицын хоорондох цоорхойгоор дамжин хэвний хөндийгөөс зайлуулдаг. Агааржуулалтын сувгууд нь хөгцний хөдөлгөөнгүй хэсэгт, түүнчлэн хөдлөх саваа, эжекторын дагуу холбогч хавтгайд хийгддэг. Хөнгөн цагааны хайлшийг цутгахдаа агааржуулалтын хоолойн гүнийг 0.05-0.15 мм, агааржуулалтыг сайжруулахын тулд өргөнийг 10-30 мм, угаагчийн хөндийн хэвийг авдаг. нимгэн суваг(0.2-0.5 мм) агаар мандалд холбогддог.
Тарилгын аргаар олж авсан цутгамал хийцийн гол согогууд нь хөгцний хөндийд металл орох өндөр хурдтай агаарт нэвчих, дулааны нэгжийн агшилтын сүвэрхэг (эсвэл хөндий) зэргээс үүдэлтэй агаарын (хийн) доорх сүвэрхэг байдал юм. Эдгээр согог үүсэхэд цутгах технологийн параметрүүд, даралтын хурд, даралтын даралт, хэвний дулааны нөхцөл ихээхэн нөлөөлдөг.
Дарах хурд нь хэвийг дүүргэх горимыг тодорхойлдог. Дарах хурд өндөр байх тусам хайлмал нь хаалганы сувгаар дамжин өнгөрөх хурд өндөр байх тусам хайлмалыг хэвний хөндий рүү оруулах хурд өндөр болно. Өндөр даралтын хурд нь хувь нэмэр оруулдаг илүү сайн дүүргэхнимгэн ба сунасан хөндий. Үүний зэрэгцээ тэдгээр нь металыг агаарыг барьж, арьсны доорх нүхжилтийг үүсгэдэг. Хөнгөн цагааны хайлшийг цутгахад өндөр даралтын хурдыг зөвхөн нарийн төвөгтэй нимгэн ханатай цутгамал үйлдвэрлэхэд ашигладаг. Том нөлөөЦутгамал чанар нь даралтын даралтад нөлөөлдөг. Энэ нь ихсэх тусам цутгамал материалын нягт нэмэгддэг.
Даралтын даралтын хэмжээ нь ихэвчлэн машины түгжих хүчний хэмжээгээр хязгаарлагддаг бөгөөд энэ нь хөдлөх матриц (pF) дээр металлын үзүүлэх даралтыг давах ёстой. Иймээс “Ашигайн процесс” гэгддэг зузаан ханатай цутгамал материалыг орон нутагт урьдчилан шахах ажил ихээхэн сонирхол татаж байна. Том секцтэй тэжээгчээр дамжуулан хэвний хөндий рүү металл оруулах хурд бага, талстжсан хайлмалыг давхар поршин ашиглан үр дүнтэй урьдчилан шахах нь өтгөн цутгамал материал авах боломжтой болгодог.
Цутгамал материалын чанарын талаар чухал нөлөөХайлшийн температур, хэлбэр нь бас нөлөөлдөг. Энгийн тохиргооны зузаан ханатай цутгамал үйлдвэрлэхэд хайлмал нь шингэний температураас 20-30 ° C-аас доош температурт цутгаж байна. Нимгэн ханатай цутгамал нь шингэний температураас 10-15 ° С-ээс хэт халсан хайлмаг ашиглахыг шаарддаг. Агшилтын даралтын хэмжээг бууруулж, цутгамал дахь ан цав үүсэхээс урьдчилан сэргийлэхийн тулд цутгахын өмнө хэвийг халаана. Санал болгож байна дараах температурхалаалт:
Цутгамал ханын зузаан, мм 1—2 2—3 3—5 5—8
Халаалтын температур
хэв, °C 250—280 200—250 160—200 120—160
Дулааны горимын тогтвортой байдал нь хэвийг халаах (цахилгаан) эсвэл хөргөх (ус) -аар хангагдана.
Хэвний ажлын гадаргууг хайлмал наалдац, элэгдэлд өртөхөөс хамгаалах, голыг зайлуулах үед үрэлтийг багасгах, цутгамал материалыг зайлуулах ажлыг хөнгөвчлөхийн тулд хэвийг тослох хэрэгтэй. Энэ зорилгоор өөх тос (графит эсвэл хөнгөн цагаан нунтаг бүхий тос) эсвэл усан (давс уусмал, коллоид бал чулуу дээр суурилсан усан бэлдмэл) тосолгооны материалыг ашигладаг.
Хөнгөн цагааны хайлш цутгах нягт нь вакуум хэвэнд цутгахад ихээхэн нэмэгддэг. Үүнийг хийхийн тулд хэвийг битүүмжилсэн саванд хийж, шаардлагатай вакуум үүсгэдэг. Сайн үр дүн"хүчилтөрөгчийн процесс" ашиглан олж авч болно. Үүнийг хийхийн тулд хөгцний хөндий дэх агаарыг хүчилтөрөгчөөр солино. Хэвний хөндийд металл орох өндөр хурдтай үед хайлмал нь хүчилтөрөгчийг шингээхэд хүргэдэг тул цутгамал хэсэгт кортикал сүвэрхэг байдал үүсдэггүй, учир нь бүх хуримтлагдсан хүчилтөрөгч нь нарийн тархсан хөнгөн цагаан исэл үүсэхэд зарцуулагддаг бөгөөд энэ нь мэдэгдэхүйц нөлөө үзүүлэхгүй. механик шинж чанарцутгамал Ийм цутгамал нь дулааны боловсруулалтанд өртөж болно.
Техникийн шаардлагаас хамааран хөнгөн цагааны хайлшийг цутгаж болно янз бүрийн төрөлхяналт: дотоод согогийг илрүүлэх рентген, гамма согог илрүүлэх эсвэл хэт авиан шинжилгээ; хэмжээсийн хазайлтыг тодорхойлох тэмдэглэгээ; гадаргуугийн ан цавыг илрүүлэх гэрэлтэгч; битүүмжлэлийг үнэлэхийн тулд усан эсвэл хийн хяналт. Бүртгэгдсэн хяналтын төрлүүдийн давтамжийг зааж өгсөн болно техникийн үзүүлэлтэсхүл үйлдвэрийн ерөнхий төмөрлөгчийн хэлтсээс тогтооно. Тодорхойлсон согогийг, хэрэв техникийн нөхцөлөөр зөвшөөрвөл гагнуур эсвэл нэвчилтээр арилгана. Аргон-нуман гагнуур нь дутуу дүүргэлт, хөндий, сул хагарлыг гагнахад ашигладаг. Гагнуурын өмнө гэмтэлтэй хэсгийг зүсэж, нүхний ханыг 30 - 42 ° налуутай болгоно. Цутгамал нь 300-350С хүртэл орон нутгийн буюу ерөнхий халаалтанд ордог. Орон нутгийн халаалтыг хүчилтөрөгч-ацетилений дөлөөр, ерөнхий халаалтыг камерын зууханд хийдэг. Гагнуурыг цутгамал хийцтэй ижил хайлшаар 2-6 мм-ийн диаметртэй хэрэглээний бус вольфрамын электрод ашиглан гүйцэтгэдэг. хэрэглээаргон 5-12 л/мин. Гагнуурын гүйдэл нь ихэвчлэн 1 мм электродын диаметр тутамд 25-40 А байна.
Цутгамал дахь сүвэрхэг чанарыг нэвчилтээр арилгадаг бакелит лак, асфальт лак, хатаах тос эсвэл шингэн шил. Нэвчилтийг 490-590 кПа даралтын дор тусгай уурын зууханд цутгаж, ховордсон агаар мандалд (1.3-6.5 кПа) урьдчилан өртөх замаар хийдэг. Нэвчилттэй шингэний температурыг 100 хэмд хадгална. Цутгамал нэвчсэний дараа 65-200°С-т хатааж, шингээх шингэн нь хатуурч, дахин шалгана.

Хөнгөн цагаан нь
Хөнгөн цагааны хэрэглээ
Барилгын материал болгон өргөн ашигладаг. Энэ чанарын хөнгөн цагааны гол давуу талууд нь хөнгөн, дарахад уян хатан чанар, зэврэлтэнд тэсвэртэй (агаарт хөнгөн цагаан нь удаан эдэлгээтэй Al2O3 хальсаар бүрхэгдсэн байдаг бөгөөд энэ нь цаашдын исэлдэлтээс сэргийлдэг), өндөр дулаан дамжуулалт, түүний нэгдлүүдийн хоргүй байдал юм. Ялангуяа эдгээр шинж чанарууд нь хөнгөн цагааныг үйлдвэрлэлд маш их алдартай болгосон гал тогооны хэрэгсэл, хүнсний үйлдвэрт хөнгөн цагаан тугалган цаас болон савлагаанд .



Бүтцийн материал болох хөнгөн цагааны гол сул тал нь түүний хүч чадал бага тул түүнийг бэхжүүлэхийн тулд ихэвчлэн хайлшаар хайлуулдаг. бага хэмжээний cuprum ба магни (хайлшийг duralumin гэж нэрлэдэг).
Хөнгөн цагааны цахилгаан дамжуулах чанар нь аяганаас ердөө 1.7 дахин бага, хөнгөн цагаан нь кг тутамд 4 дахин хямд боловч нягтрал нь 3.3 дахин бага тул ижил эсэргүүцэлтэй байхын тулд ойролцоогоор 2 дахин бага жинтэй байх шаардлагатай. Иймээс цахилгааны инженерчлэлд утас үйлдвэрлэх, тэдгээрийг хамгаалах, тэр ч байтугай микроэлектроникийн бичил схемд дамжуулагч үйлдвэрлэхэд өргөн хэрэглэгддэг. Хөнгөн цагааны (37 1/ом) бага цахилгаан дамжуулах чанарыг cuprum (63 1 / ом) -тай харьцуулахад хөнгөн цагааны дамжуулагчийн хөндлөн огтлолыг нэмэгдүүлэх замаар нөхдөг. Цахилгаан материал болох хөнгөн цагааны сул тал нь гагнуурын ажилд хүндрэл учруулдаг хүчтэй оксидын хальстай байдаг.
Түүний цогц шинж чанараас шалтгаалан халаалтын төхөөрөмжид өргөн хэрэглэгддэг.
Хөнгөн цагаан ба түүний хайлш нь хэт бага температурт бат бөх чанарыг хадгалдаг. Үүнээс үүдэн криоген технологид өргөн хэрэглэгддэг.
Өндөр тусгалтай, хямд өртөгтэй, амархан шингээх чадвартай хослуулан хөнгөн цагааныг толь хийхэд тохиромжтой материал болгодог.
Үйлдвэрлэлд барилгын материалхий үүсгэгч бодис болгон.
Aluminizing нь ган болон бусад хайлш, тухайлбал, поршений дотоод шаталтат хөдөлгүүрийн хавхлага, турбины ир, газрын тос олборлох төхөөрөмж, дулаан солилцооны тоног төхөөрөмж зэрэгт зэврэлт, масштабын эсэргүүцлийг бий болгож, цайрдсан ажлыг орлуулдаг.
Хөнгөн цагааны сульфидыг устөрөгчийн сульфид үйлдвэрлэхэд ашигладаг.
Хөөсрүүлсэн хөнгөн цагааныг онцгой бат бөх, хөнгөн материал болгон гаргах судалгаа хийгдэж байна.
Термитийн бүрэлдэхүүн хэсэг болох алюминотермийн хольц
Хөнгөнцагаан нь ховор металлыг исэл эсвэл галогенээс нь гаргаж авахад ашигладаг.
Хөнгөн цагаан нь чухал бүрэлдэхүүн хэсэголон хайлш. Жишээлбэл, хөнгөн цагаан хүрэлд гол бүрэлдэхүүн хэсэг нь зэс, хөнгөн цагаан юм. Магнийн хайлшийн хувьд хөнгөн цагааныг ихэвчлэн нэмэлт болгон ашигладаг. Цахилгаан халаалтын төхөөрөмжид спираль үйлдвэрлэхэд fechral (Fe, Cr, Al) (бусад хайлштай хамт) ашигладаг.

хөнгөн цагаан кофе" height="449" src="/pictures/investments/img920791_21_Klassicheskiy_italyanskiy_proizvoditel_kofe_iz_alyuminiya.jpg" title="21. Италийн сонгодог хөнгөн цагаан кофе үйлдвэрлэгч" width="376" />!}
Хөнгөн цагаан маш үнэтэй байх үед түүнээс олон төрлийн үнэт эдлэл хийдэг байжээ. Ийнхүү Наполеон III хөнгөн цагаан товчлуурыг захиалж, 1889 онд Дмитрий Иванович Менделеевт алт, хөнгөн цагаанаар хийсэн аягатай хайрсыг бэлэглэжээ. Тэдгээрийн загвар нь түүнийг үйлдвэрлэх шинэ технологи (хөгжил) гарч ирэхэд тэр даруй өнгөрч, зардлыг олон удаа бууруулсан. Өнөө үед хөнгөн цагааныг заримдаа хувцасны үнэт эдлэл үйлдвэрлэхэд ашигладаг.


Японд хөнгөн цагааныг уламжлалт үнэт эдлэлийн үйлдвэрлэлд ашигладаг бөгөөд .
Хөнгөн цагаан ба түүний нэгдлүүдийг хоёр хөдөлгүүртэй пуужингийн түлшинд өндөр үр ашигтай түлш болгон, хатуу пуужингийн түлшний шатамхай бүрэлдэхүүн хэсэг болгон ашигладаг. Дараах хөнгөн цагааны нэгдлүүд нь пуужингийн түлшний хувьд хамгийн их ашиг тустай байдаг.
Хатуу пуужингийн түлшинд түлш болгон нунтаг хөнгөн цагаан . Мөн нүүрсустөрөгчид нунтаг, суспенз хэлбэрээр ашиглагддаг.
Хөнгөн цагаан гидрид.
Хөнгөн цагаан боранат.
Триметилюминий.
Триэтилюминий.
Tripropylaluminum.
Триэтилалюминий (ихэвчлэн триэтилборонтой хамт) нь хүчилтөрөгчийн хийд аяндаа асдаг тул пуужингийн хөдөлгүүрт химийн гал асаахад (өөрөөр хэлбэл анхны түлш болгон) ашигладаг.
Энэ нь бага зэрэг хортой нөлөө үзүүлдэг боловч олон тооны усанд уусдаг хөнгөн цагааны органик бус нэгдлүүд ууссан төлөвт үлддэг. урт хугацаамөн хангаж чадна хортой нөлөөдамжуулан хүн болон халуун цуст амьтад дээр ус уух. Хамгийн хортой нь хлорид, нитрат, ацетат, сульфат гэх мэт. Хүний хувьд хөнгөн цагааны нэгдлүүдийг дараах тунгаар (мг/кг биеийн жин) залгихад хортой нөлөө үзүүлдэг.
хөнгөн цагаан ацетат - 0.2-0.4;
хөнгөн цагаан гидроксид - 3.7-7.3;
хөнгөн цагаан хөнгөн цагаан - 2.9.
Юуны өмнө нөлөөлдөг мэдрэлийн систем(мэдрэлийн эдэд хуримтлагдаж, төв мэдрэлийн тогтолцооны хүнд хэлбэрийн эмгэгийг үүсгэдэг). Гэсэн хэдий ч хөнгөн цагааны мэдрэлийн хоруу чанарыг 1960-аад оны дунд үеэс судалж эхэлсэн бөгөөд энэ нь хүний биед металл хуримтлагдахаас түүнийг арилгах механизмаар сэргийлдэг. IN хэвийн нөхцөлӨдөрт 15 мг хүртэл элементийг шээсээр ялгаруулж болно. Үүний дагуу хамгийн их сөрөг нөлөө нь хөгжлийн бэрхшээлтэй хүмүүст ажиглагддаг ялгаруулах функцбөөр
Биологийн зарим судалгаагаар хүний биед хөнгөн цагааны хэрэглээ нь Альцгеймерийн өвчин үүсэх хүчин зүйл гэж тооцогддог байсан ч хожим эдгээр судалгааг шүүмжилж, нэг ба нөгөө хоёрын хоорондын холболтын талаархи дүгнэлтийг няцаасан байна.
Хөнгөн цагааны геохимийн шинж чанар нь түүний хүчилтөрөгчтэй өндөр хамааралтайгаар тодорхойлогддог ашигт малтмалхөнгөн цагаан нь хүчилтөрөгчийн октаэдр ба тетраэдрүүдэд багтдаг, тогтмол валент (3), ихэнх байгалийн нэгдлүүдийн уусах чадвар бага. Магма хатуурах, магмын чулуулаг үүсэх үед эндоген процесст хөнгөн цагаан орно болор торхээрийн жонш, гялтгануур болон бусад ашигт малтмал - aluminosilicates. Биосферийн хувьд хөнгөн цагаан нь сул нүүдэлчин бөгөөд организм болон усан мандалд ховор байдаг. Элбэг ургамлын задралын үлдэгдэл нь олон тооны органик хүчил үүсгэдэг чийглэг уур амьсгалд хөнгөн цагаан нь хөрс, усанд органик эрдэс коллоид нэгдлүүд хэлбэрээр шилждэг; хөнгөн цагаан нь коллоидоор шингэж, хөрсний доод хэсэгт хуримтлагддаг. Хөнгөн цагаан ба цахиурын хоорондох холбоо хэсэгчлэн тасарч, халуун орны зарим газарт ашигт малтмал үүсдэг - хөнгөн цагааны гидроксид - бохмит, диаспор, гидаргиллит. Хөнгөн цагааны ихэнх хэсэг нь алюминосиликатуудын нэг хэсэг - каолинит, бейделлит болон бусад шаварлаг эрдэс юм. Хөдөлгөөний сул байдал нь чийглэг халуун орны өгөршлийн царцдас дахь хөнгөн цагааны үлдэгдэл хуримтлалыг тодорхойлдог. Үүний үр дүнд элювиал боксит үүсдэг. Өнгөрсөн геологийн эрин үед боксит нь халуун орны бүс нутгийн нуур, далайн эргийн бүсэд хуримтлагдсан (жишээлбэл, Казахстаны тунамал боксит). Амьд бодис багатай, ус нь төвийг сахисан, шүлтлэг тал хээр, цөлд хөнгөн цагаан бараг нүүдэллэдэггүй. Хөнгөн цагааны нүүдэл нь өндөр хүчиллэг гол мөрөн, хөнгөн цагаанаар баялаг гүний ус ажиглагддаг галт уулын бүсэд хамгийн эрч хүчтэй байдаг. Хүчиллэг ус нь шүлтлэг далайн устай холилдсон газруудад (гол мөрний амсарт болон бусад) хөнгөн цагаан тунадас үүсч, бокситын ордууд үүсдэг.
Хөнгөн цагаан нь амьтан, ургамлын эд эсийн нэг хэсэг юм; Хөхтөн амьтдын эд эрхтэнд 10-3% -аас 10-5% хөнгөн цагаан (бүдүүлэг байдлаар) олджээ. Хөнгөн цагаан нь элэг, нойр булчирхай болон бамбай булчирхай. Ургамлын гаралтай бүтээгдэхүүнд хөнгөн цагааны агууламж 1 кг хуурай бодис (төмс) тутамд 4 мг-аас 46 мг (шар манжин), амьтны гаралтай бүтээгдэхүүнд 1 кг хуурай бодис тутамд 4 мг (зөгийн бал) -аас 72 мг хооронд хэлбэлздэг. ). Хүний өдөр тутмын хоолны дэглэмд хөнгөн цагааны агууламж 35-40 мг хүрдэг. Хөнгөн цагааныг баяжуулдаг организмууд нь жишээлбэл, үнсэнд нь 5.3% хүртэл хөнгөн цагаан агуулсан хөвд (Lycopodiaceae), үнсэнд нь 0.2-0.8% хөнгөн цагаан агуулсан нялцгай биетүүд (Helix, Lithorina) юм. Фосфаттай уусдаггүй нэгдлүүдийг үүсгэснээр хөнгөн цагаан нь ургамал (үндсээр нь фосфатын шингээлт) болон амьтдын (гэдэс дэх фосфатын шингээлт) тэжээлийг алдагдуулдаг.
Гол худалдан авагч нь агаарын тээвэр юм. Онгоцны хамгийн их ачаалалтай элементүүд (арьс, хүч чадал) нь дуралюминий материалаар хийгдсэн байдаг. Мөн энэ хайлшийг сансарт авав. Тэгээд тэр бүр сар руу явж, дэлхийд буцаж ирсэн. Товчооны дизайнеруудын бүтээсэн "Луна", "Сугар", "Ангараг" станцууд. урт жилүүдГеоргий Николаевич Бабакин (1914-1971) тэргүүтэй хүмүүс хөнгөн цагааны хайлшгүйгээр хийж чадахгүй байв.
Хөнгөн цагаан - манган ба хөнгөн цагаан - магнийн (AMts ба AMg) системийн хайлш нь өндөр хурдны "пуужин" ба "солир" - усан онгоцны их биений гол материал юм.
Гэхдээ хөнгөн цагааны хайлшийг зөвхөн сансар огторгуй, нисэх, далай, голын тээвэрт ашигладаггүй. Хөнгөн цагаан нь газрын тээвэрт ч хүчтэй байр суурь эзэлдэг. ТУХАЙ өргөн хэрэглээавтомашины үйлдвэрлэлд хөнгөн цагааны . 1948 онд нэг хүнд 3,2 кг хөнгөн цагаан хэрэглэж байсан бол 1958 онд 23,6, 1968 онд 71,4 байсан бол өнөөдөр энэ үзүүлэлт 100 кг давжээ. Хөнгөн цагаан гарч ирэв төмөр замын тээвэр. Мөн супер экспресс "Оросын Тройка" нь 50 гаруй хувь нь хөнгөн цагааны хайлшаар хийгдсэн байдаг.
Хөнгөн цагааныг барилгын ажилд улам бүр ашиглаж байна. Шинэ барилгуудад хөнгөн цагаан дээр суурилсан хайлшаар хийсэн бат бөх, хөнгөн жинтэй дам нуруу, шал, багана, хашлага, хашаа, агааржуулалтын системийн элементүүдийг ихэвчлэн ашигладаг. IN өнгөрсөн жилХөнгөн цагааны хайлшийг олон нийтийн барилга, спортын цогцолбор барихад ашигласан. Хөнгөн цагааныг дээврийн материал болгон ашиглах оролдлого байдаг. Ийм дээвэр нь нүүрстөрөгчийн давхар исэл, хүхрийн нэгдлүүд, азотын нэгдлүүд болон бусад хортой хольцуудаас айдаггүй бөгөөд энэ нь дээврийн төмрийн атмосферийн зэврэлтийг ихээхэн нэмэгдүүлдэг.
Хөнгөн цагаан цахиурын системийн хайлш болох силуминыг цутгах хайлш болгон ашигладаг. Ийм хайлш нь сайн шингэнтэй, цутгамал дахь агшилт, ялгаралт багатай (гетероген) бөгөөд энэ нь цутгах замаар хамгийн төвөгтэй тохируулгын хэсгүүдийг, жишээлбэл, хөдөлгүүрийн орон сууц, насосны импеллер, багажны орон сууц, дотоод шаталтат хөдөлгүүрийн блок, поршен зэргийг цутгах замаар үйлдвэрлэх боломжийг олгодог. , цилиндрийн толгой ба хүрэм поршений хөдөлгүүр.
Уналтын төлөө тэмц зардалхөнгөн цагааны хайлш мөн амжилттай болсон. Жишээлбэл, силумин нь хөнгөн цагаанаас 2 дахин хямд байдаг. Ихэнхдээ энэ нь эсрэгээрээ байдаг - хайлш нь илүү үнэтэй байдаг (хайлш авахын тулд та цэвэр суурь авах хэрэгтэй, дараа нь хайлш авахын тулд хайлш хийх хэрэгтэй). 1976 онд Днепропетровскийн хөнгөн цагааны үйлдвэрийн Зөвлөлтийн металлургичид силуминыг алюминосиликатаас шууд хайлуулах аргыг эзэмшсэн.
Хөнгөн цагааныг цахилгаан инженерчлэлд эртнээс мэддэг болсон. Гэсэн хэдий ч саяхан болтол хөнгөн цагааны хэрэглээ нь зөвхөн эрчим хүчний шугам, ховор тохиолдолд цахилгааны кабельд хязгаарлагддаг. Кабелийн үйлдвэрлэлд зэс болон хар тугалга. Кабелийн бүтцийн дамжуулагч элементүүдийг аягаар хийсэн бөгөөд металл бүрээсийг хийсэн хар тугалгаэсвэл хар тугалга дээр суурилсан хайлш . Олон арван жилийн турш (кабелийн голыг хамгаалах тугалган бүрээсийг анх 1851 онд санал болгосон) кабелийн бүрээсийн цорын ганц металл материал байв. Тэрээр энэ дүрд маш сайн, гэхдээ дутагдалтай байдаггүй - өндөр нягтрал, бага хүч чадал, хомсдол; Эдгээр нь хүмүүсийг хар тугалгыг хангалттай орлож чадах өөр металл хайхад хүргэсэн гол зүйл юм.
Энэ нь хөнгөн цагаан байсан. Энэ үүрэгт түүний үйлчилгээний эхлэлийг 1939 онд гэж үзэж болох бөгөөд ажил нь 1928 онд эхэлсэн. Гэсэн хэдий ч 1948 онд хөнгөн цагаан бүрээс үйлдвэрлэх технологийг боловсруулж, эзэмшсэн үед кабелийн технологид хөнгөн цагааны хэрэглээнд ноцтой өөрчлөлт гарсан.
Олон арван жилийн турш зэс нь гүйдэл дамжуулагчийг үйлдвэрлэх цорын ганц металл байв. Зэсийг орлох материалын судалгаанаас харахад ийм металл нь хөнгөн цагаан байх ёстой, бас байж болохыг харуулсан. Тиймээс, үндсэндээ өөр зорилготой хоёр металлын оронд хөнгөн цагаан кабель технологид нэвтэрсэн.
Энэ орлуулалт нь хэд хэдэн давуу талтай. Нэгдүгээрт, хөнгөн цагаан бүрхүүлийг төвийг сахисан дамжуулагч болгон ашиглах боломж нь металлын ихээхэн хэмнэлт, жинг бууруулах гэсэн үг юм. Хоёрдугаарт, өндөр хүч чадал. Гуравдугаарт, угсралтын ажлыг хөнгөвчлөх, тээврийн зардлыг бууруулах, кабелийн зардлыг бууруулах гэх мэт.
Мөн хөнгөн цагаан утсыг цахилгаан дамжуулах агаарын шугамд ашигладаг. Гэвч түүнтэй дүйцэхүйц солих ажилд маш их хүчин чармайлт, цаг зарцуулсан. Олон хувилбаруудыг боловсруулсан бөгөөд тэдгээрийг тодорхой нөхцөл байдалд үндэслэн ашигладаг. [Магни 0.5% хүртэл, цахиур 0.5% хүртэл, төмрийг 0.45% хүртэл хайлуулж, хатууруулж, хөгшрөлтийн үед хүч чадал нэмэгдэж, мөлхөх эсэргүүцэл нэмэгдсэн хөнгөн цагаан утсыг үйлдвэрлэдэг. Ган-хөнгөн цагаан утсыг ялангуяа цахилгаан дамжуулах шугам янз бүрийн саад тотгорыг даван туулах шаардлагатай том зайд ашигладаг. Жишээлбэл, гол гатлах үед 1500 м-ээс дээш зайтай байдаг.
Дамжуулах технологид хөнгөн цагаан цахилгаанхол зайд тэдгээрийг зөвхөн дамжуулагч материал болгон ашигладаггүй. Арван жил хагасын өмнө хөнгөн цагаан дээр суурилсан хайлшийг цахилгаан дамжуулах шугамын тулгуур үйлдвэрлэхэд ашиглаж эхэлсэн. Тэд анх манайд баригдсан улсКавказад. Эдгээр нь гангаас ойролцоогоор 2.5 дахин хөнгөн бөгөөд зэврэлтээс хамгаалах шаардлагагүй. Ийнхүү ижил металл нь цахилгаан инженерчлэл, цахилгаан дамжуулах технологид төмөр, зэс, хар тугалгыг сольсон.
Технологийн бусад салбарт ч энэ нь эсвэл бараг л ийм байсан. Газрын тос, хий, химийн үйлдвэрүүдэд хөнгөн цагааны хайлшаар хийсэн танк, дамжуулах хоолой болон бусад угсралтын хэсгүүд өөрсдийгөө сайн нотолсон. Тэд идэмхий шингэн хадгалах зориулалттай дотор нь пааландсан төмөр-нүүрстөрөгчийн хайлшаар хийсэн сав зэрэг зэврэлтэнд тэсвэртэй олон металл, материалыг сольсон (энэ үнэтэй бүтцийн паалангын давхаргад хагарал үүсэх нь алдагдал эсвэл осолд хүргэж болзошгүй).
Дэлхий дээр жилд 1 сая гаруй тонн хөнгөн цагаан тугалган цаас үйлдвэрлэхэд зарцуулагддаг. Зорилгоос хамааран тугалган цаасны зузаан нь 0.004-0.15 мм байна. Түүний хэрэглээ нь маш олон янз байдаг. Энэ нь төрөл бүрийн хүнсний сав баглаа боодол, аж үйлдвэрийн бараа- шоколад, чихэр, эм, гоо сайхны бүтээгдэхүүн, гэрэл зургийн бүтээгдэхүүн гэх мэт.
Мөн тугалган цаасыг барилгын материал болгон ашигладаг. Хий дүүргэсэн хуванцар бүлэг байдаг - зөгийн сархинагаас хуванцар - хана нь хөнгөн цагаан тугалган цаасаар хийгдсэн, тогтмол геометрийн хэлбэрийн тогтмол давтагдах эсүүдийн систем бүхий үүрэн материал юм.


Брокхаус ба Эфроны нэвтэрхий толь бичиг
Хичээлийн төрөл. Нэгтгэсэн.
Даалгаварууд:
Боловсролын:
1. Хөнгөн цагааны жишээг ашиглан атомын бүтэц, серийн дугаар, бүлгийн дугаар, хугацааны дугаарын физикийн талаархи оюутнуудын мэдлэгийг шинэчлэх.
2. Оюутнуудад чөлөөт төлөвт байгаа хөнгөн цагаан нь онцгой, физик, химийн шинж чанартай байдаг тухай мэдлэгийг төлөвшүүлэх.
Боловсролын:
1. Хөнгөн цагааны өнгөрсөн, одоо, ирээдүйн талаар товч түүх, шинжлэх ухааны илтгэл тавьж, шинжлэх ухааныг судлах сонирхлыг бий болгох.
2. Уран зохиолтой ажиллах, лабораторийн ажил гүйцэтгэх явцад оюутнуудын судалгааны чадварыг үргэлжлүүлэн хөгжүүлэх.
3. Хөнгөн цагааны электрон бүтэц, түүний нэгдлүүдийн химийн шинж чанарыг нээж амфотерийн тухай ойлголтыг өргөжүүлнэ.
Боловсролын:
1. Сурган хүмүүжүүлэх болгоомжтой хандлагабайгаль орчинд хөнгөн цагааны өчигдрийн, өнөөдөр, маргаашийн хэрэглээний талаар мэдээлэл өгөх.
2. Лабораторийн ажлыг гүйцэтгэхдээ нийт бүлгийн санал бодлыг харгалзан үзэж, зөв хамгаалах чадварыг оюутан бүрд төлөвшүүлэх.
3. Хөнгөн цагааны нээлтийн эрхийн төлөөх тэмцлийн талаар мэдээлэл өгч, өнгөрсөн үеийн байгаль судлаачдын шинжлэх ухааны ёс зүй, үнэнч шударга, үнэнч шударга зан чанарыг оюутнуудад таниулах.
Шүлт ба шүлтлэг шороон М (ДАВТАХ):
Гаднах электронуудын тоо хэд вэ эрчим хүчний түвшиншүлтлэг ба шүлтлэг газар М?
Натри, кали нь хүчилтөрөгчтэй урвалд ороход ямар бүтээгдэхүүн үүсдэг вэ? (хэт исэл), лити нь хүчилтөрөгчтэй урвалд орж хэт исэл үүсгэх чадвартай юу? (үгүй, урвал нь литийн ислийг үүсгэдэг.)
Натри, калийн ислийг хэрхэн олж авдаг вэ? (харгалзах Me, Pr: 2Na + Na 2 O 2 = 2Na 2 O-тай хэт ислийг кальцижуулах замаар).
Шүлт ба шүлтлэг шороон металууд сөрөг исэлдэлтийн төлөвтэй байдаг уу? (үгүй, тэд хүчтэй бууруулагч бодис тул тэгдэггүй.).
Үелэх системийн үндсэн дэд бүлгүүдэд (дээдээс доош) атомын радиус хэрхэн өөрчлөгддөг вэ? (өсөх), энэ нь юутай холбоотой вэ? (эрчим хүчний түвшний тоо нэмэгдэх).
Бидний судалсан металлын бүлгүүдийн аль нь уснаас хөнгөн вэ? (шүлтлэг бодисын хувьд).
Шүлтлэг шороон металуудад гидрид үүсэх нь ямар нөхцөлд явагддаг вэ? (өндөр температурт).
Аль бодис, кальци эсвэл магни нь устай илүү идэвхтэй урвалд ордог вэ? (кальци илүү идэвхтэй урвалд ордог. Магни нь зөвхөн 100 0 С хүртэл халаахад устай идэвхтэй урвалд ордог).
Шүлтлэг шороон металлын гидроксидын усанд уусах чадвар нь кальциас бари хүртэл дарааллаар хэрхэн өөрчлөгддөг вэ? (усанд уусах чадвар нэмэгддэг).
Шүлт ба шүлтлэг шороон металлыг хадгалах онцлогийн талаар бидэнд хэлээч, яагаад ийм байдлаар хадгалагддаг вэ? (эдгээр металлууд нь маш идэвхтэй байдаг тул тэдгээрийг керосин давхарга дор саванд хадгалдаг).
Шүлтлэг ба шүлтлэг дэлхий М сэдвээр АЖЛЫГ ШАЛГАХ.
ХИЧЭЭЛИЙН ХУРААНГУЙ (СУРСАН ШИНЭ МАТЕРИАЛ):
Багш: Сайн байна уу залуусаа, өнөөдөр бид IIIA дэд бүлгийн судалгаа руу шилжиж байна. IIIA дэд бүлэгт байрлах элементүүдийг жагсаана уу?
Дадлагажигчид: Үүнд бор, хөнгөн цагаан, галли, индий, талли зэрэг элементүүд орно.
Багш: Тэд гаднах энергийн түвшин, исэлдэлтийн төлөвт хэдэн электрон агуулдаг вэ?
Дадлагажигчид: Талли нь илүү тогтвортой исэлдэлтийн төлөвтэй +1 боловч гурван электрон, исэлдэлтийн төлөв +3.
Багш: Борын дэд бүлгийн элементүүдийн металлын шинж чанар нь бериллийн дэд бүлгийн элементүүдээс хамаагүй бага байдаг. Бор бол М биш. Дараа нь дэд бүлгийн дотор М цөмийн цэнэг нэмэгдэх тусам шинж чанар нь эрчимждэг. Ал– аль хэдийн М, гэхдээ ердийн биш. Түүний гидроксид нь амфотер шинж чанартай байдаг.
III бүлгийн үндсэн дэд бүлгийн М-ээс хамгийн өндөр үнэ цэнэхөнгөн цагаантай бөгөөд түүний шинж чанарыг бид нарийвчлан судлах болно. Энэ нь шилжилтийн элемент учраас бидэнд сонирхолтой юм.
Хөнгөн цагаан гэж юу вэ
Хөнгөн, удаан эдэлгээтэй, зэврэлтэнд тэсвэртэй, ажиллагаатай - эдгээр чанаруудын хослол нь хөнгөн цагааныг бидний цаг үеийн үндсэн бүтцийн материал болгосон юм. Хөнгөн цагаан нь бидний амьдардаг байшин, бидний зорчиж буй машин, галт тэрэг, онгоц, гар утас, компьютер, хөргөгчний тавиур болон орчин үеийн интерьерүүд. Гэхдээ 200 жилийн өмнө энэ металлын талаар бага мэддэг байсан.
"Олон зууны турш боломжгүй мэт санагдаж байсан, өчигдөр зүгээр л зоримог мөрөөдөл байсан бол өнөөдөр бодит ажил болж, маргааш нь ололт амжилт болно."
Сергей Павлович Королев
эрдэмтэн, дизайнер, практик сансрын нисгэгчийг үндэслэгч
Хөнгөн цагаан Мөнгөлөг цагаан металл, үелэх системийн 13-р элемент. Гайхалтай, гэхдээ үнэн: хөнгөн цагаан бол дэлхийн царцдасын нийт массын 8 гаруй хувийг эзэлдэг дэлхийн хамгийн элбэг металл бөгөөд хүчилтөрөгч, цахиурын дараа манай гаригийн гурав дахь хамгийн элбэг химийн элемент юм.
Гэсэн хэдий ч хөнгөн цагаан нь байгальд байдаггүй цэвэр хэлбэрхимийн идэвхжил өндөртэй учир . Тийм ч учраас бид энэ талаар харьцангуй саяхан мэдсэн. Хөнгөн цагааныг зөвхөн 1824 онд албан ёсоор үйлдвэрлэж эхэлсэн бөгөөд үйлдвэрлэлийн үйлдвэрлэл эхлэхээс өмнө хагас зуун жил өнгөрчээ.
Ихэнхдээ байгальд хөнгөн цагаан нь найрлагад байдаг alum. Эдгээр нь хүхрийн хүчлийн хоёр давсыг нэгтгэдэг эрдэс бодис юм: нэг нь шүлтлэг металл (литий, натри, кали, рубиди эсвэл цезий), нөгөө нь үечилсэн хүснэгтийн гуравдугаар бүлгийн металл, гол төлөв хөнгөн цагаан дээр суурилдаг.
Alum нь ус цэвэршүүлэх, хоол хийх, анагаах ухаан, гоо сайхан, химийн болон бусад үйлдвэрүүдэд өнөөг хүртэл ашиглагдаж байна. Дашрамд хэлэхэд хөнгөн цагаан нь латинаар alumen гэж нэрлэгддэг хөнгөн цагааны ачаар нэрээ авсан.

Корунд
бадмаараг, индранил, маргад, номин зэрэг нь хөнгөн цагааны эрдэс юм.
Эхний хоёр нь корунд хамаарна - энэ бол талст хэлбэрээр хөнгөн цагааны исэл (Al 2 O 3) юм. Энэ нь байгалийн ил тод шинж чанартай бөгөөд хүч чадлын хувьд очир эрдэнийн дараа ордог. Сум нэвтэрдэггүй шил, онгоцны цонх, ухаалаг утасны дэлгэц зэргийг индранил чулуугаар хийдэг.
Мөн цөөн зүйлийн нэг үнэ цэнэтэй ашигт малтмалкорунд - зүлгүүрийг зүлгүүрийн материал болгон ашигладаг, үүнд зүлгүүр хийхэд ашигладаг.

Өнөөдөр бараг 300 төрлийн хөнгөн цагааны нэгдлүүд, эрдэс бодисууд мэдэгдэж байна - Дэлхий дээрх чулуулаг үүсгэгч гол эрдэс болох хээрийн жонш, бадмаараг, индранил эсвэл маргад зэрэг түгээмэл биш болсон.

Ханс Кристиан Эрстед(1777–1851) – Данийн физикч, Санкт-Петербургийн Шинжлэх ухааны академийн хүндэт гишүүн (1830). Рудкорбинг хотод эм зүйчийн гэр бүлд төрсөн. 1797 онд Копенгагены их сургуулийг төгсөж, 1806 онд профессор болжээ.
Гэхдээ хөнгөн цагаан хэчнээн түгээмэл байсан ч эрдэмтэд нарийн төвөгтэй бодисыг энгийн бодис болгон задлах шинэ хэрэгсэлтэй болсон үед л үүнийг нээх боломжтой болсон. цахилгаан.
Мөн 1824 онд электролизийн процессыг ашиглан Данийн физикч Ханс Кристиан Эрстед хөнгөн цагаан гаргаж авсан. Энэ нь кали, мөнгөн усны хольцоор бохирдсон байв химийн урвалГэсэн хэдий ч энэ нь хөнгөн цагааныг анх удаа үйлдвэрлэсэн явдал байв.
Электролиз ашиглан хөнгөн цагааныг өнөөг хүртэл үйлдвэрлэж байна.
Өнөөдөр хөнгөн цагааны үйлдвэрлэлийн түүхий эд бол байгальд түгээмэл байдаг өөр нэг хөнгөн цагааны хүдэр юм. боксит. Энэ нь шаварлаг юм чулуу, төмөр, цахиур, титан, хүхэр, галли, хром, ванади, кальци, төмөр, магнийн карбонатын давсны ислийн хольц бүхий хөнгөн цагааны гидроксидын янз бүрийн өөрчлөлтөөс бүрдэх - үечилсэн хүснэгтийн бараг тал хувь. Дунджаар 4-5 тонн бокситоос 1 тонн хөнгөн цагаан үйлдвэрлэдэг.
Боксит
Бокситыг 1821 онд Францын өмнөд хэсэгт геологич Пьер Бертиер нээжээ. Энэ үүлдэр нь олдсон Les Baux нутгийн нэрээр нэрлэгдсэн. Дэлхийн бокситын нөөцийн 90 орчим хувь нь халуун орны болон субтропик бүсийн орнууд - Гвиней, Австрали, Вьетнам, Бразил, Энэтхэг, Ямайкад төвлөрдөг.

Үүнийг бокситоос гаргаж авдаг хөнгөн цагааны исэл. Энэ нь хөнгөн цагаан исэл Al 2 O 3 хэлбэртэй байдаг цагаан нунтагхөнгөн цагаан хайлуулах үйлдвэрт электролиз хийх замаар ямар металл гаргаж авдаг.
Хөнгөн цагааны үйлдвэрлэл нь асар их хэмжээний цахилгаан эрчим хүч шаарддаг. Нэг тонн металл үйлдвэрлэхэд ойролцоогоор 15 МВт.цаг эрчим хүч шаардагддаг - 100 айлын орон сууцны барилга бүтэн сарын турш ийм хэмжээний эрчим хүч зарцуулдаг.Тиймээс хүчирхэг, сэргээгдэх эрчим хүчний эх үүсвэрт ойрхон хөнгөн цагаан хайлуулах үйлдвэр барих нь хамгийн утга учиртай. Хамгийн оновчтой шийдэл – усан цахилгаан станцууд, бүх төрлийн "ногоон эрчим хүч"-ийн хамгийн хүчирхэгийг төлөөлдөг.
Хөнгөн цагааны шинж чанар
Хөнгөн цагаан нь ховор хослолтой байдаг үнэ цэнэтэй шинж чанарууд. Энэ бол байгаль дээрх хамгийн хөнгөн металлуудын нэг юм: энэ нь төмрөөс бараг гурав дахин хөнгөн боловч үүнтэй зэрэгцэн бат бөх, маш уян хатан, зэврэлтэнд өртдөггүй, учир нь түүний гадаргуу нь үргэлж нимгэн, гэхдээ маш бат бөх ислээр бүрхэгдсэн байдаг. кино. Энэ нь соронзон биш, цахилгааныг сайн дамжуулдаг, бараг бүх металлтай хайлш үүсгэдэг.

Хялбар
Төмөрөөс гурав дахин хөнгөн

Үргэлжилсэн
Бат бөх чанараараа гантай харьцуулах боломжтой

Хуванцар
Бүх төрлийн механик боловсруулалт хийхэд тохиромжтой

Зэврэлтгүй
Нимгэн оксидын хальс нь зэврэлтээс хамгаална
Хөнгөн цагааныг халуун, хүйтэн аль алинд нь даралтаар амархан боловсруулдаг. Үүнийг өнхрүүлж, зурж, тамгалж болно. Хөнгөн цагаан нь шатдаггүй, тусгай будаг шаарддаггүй, хуванцараас ялгаатай нь хоргүй байдаг.
Хөнгөн цагааны уян хатан чанар маш өндөр байдаг: ердөө 4 микрон зузаантай хуудас, үүнээс хамгийн нимгэн утсыг хийж болно. Мөн хэт нимгэн хөнгөн цагаан тугалган цаас нь гурав дахин нимгэн байдаг хүний үс. Үүнээс гадна бусад металл, материалтай харьцуулахад илүү хэмнэлттэй байдаг.
Төрөл бүрийн нэгдэл үүсгэх өндөр чадвартай химийн элементүүдолон хөнгөн цагааны хайлшийг бий болгосон. Бага хэмжээний хольц ч гэсэн металлын шинж чанарыг эрс өөрчилж, түүнийг хэрэглэх шинэ талбаруудыг нээж өгдөг. Жишээлбэл, хөнгөн цагааныг цахиур, магнитай хослуулсан Өдөр тутмын амьдралзам дээр шууд утгаараа олж болно - хайлшин дугуй, хөдөлгүүр, явах эд анги, орчин үеийн машины бусад хэсгүүдийн хэлбэрээр. Хэрэв та нэмбэл Хөнгөн цагааны хайлшцайр, тэгвэл та одоо гартаа барьж байгаа байх, учир нь энэ хайлшийг хайрцаг үйлдвэрлэхэд ашигладаг. гар утасболон таблетууд. Үүний зэрэгцээ эрдэмтэд хөнгөн цагааны шинэ хайлш зохион бүтээсээр байна.
Хөнгөн цагааны нөөц
Үйлдвэрийн оршин тогтнох хугацаанд үйлдвэрлэсэн хөнгөн цагааны 75 орчим хувь нь өнөөг хүртэл ашиглагдаж байна.
Энэ нийтлэлд ашигласан гэрэл зургийн материалууд © Shutterstock ба © Русал.
Та бас сонирхож магадгүй:

Энэ долоо хоногт дэлхий даяар шуугиан тарьлаа: Европт түүнийг "папараццичдын хаан" гэж нэрлэдэг Паскаль...

Хүний оюуны чадавхийг тодорхойлох ямар ч үзүүлэлт, хэмжүүр байдаггүй. Гэхдээ яаж...

Охидын тоглоом Охидын тоглоом - манай вэбсайт дээр ОНЛАЙН, ҮНЭГҮЙ...
Охидын тоглоом Охидын тоглоом - манай вэбсайт дээр ОНЛАЙН, ҮНЭГҮЙ...

Заавар Одоогоор полтергейст гэдэг нь бүх үзэгдлийн хамтын нэр юм...

