






धारा 1. एल्युमीनियम की खोज का नाम और इतिहास।
धारा 2। सामान्य विशेषताएँ अल्युमीनियम, भौतिक और रासायनिक गुण।
धारा 3. एल्यूमीनियम मिश्र धातुओं से कास्टिंग का उत्पादन।
धारा 4. आवेदन अल्युमीनियम.
अल्युमीनियम- यह तीसरे समूह, तीसरे आवर्त के मुख्य उपसमूह का एक तत्व है आवर्त सारणीडी.आई. मेंडेलीव के रासायनिक तत्व, परमाणु संख्या 13 के साथ। प्रतीक अल द्वारा दर्शाया गया। हल्की धातुओं के समूह के अंतर्गत आता है। अत्यन्त साधारण धातुऔर पृथ्वी की पपड़ी में तीसरा सबसे प्रचुर रासायनिक तत्व (ऑक्सीजन और सिलिकॉन के बाद)।
सरल पदार्थ एल्यूमीनियम (सीएएस संख्या: 7429-90-5) - प्रकाश, अनुचुंबकीय धातुसिल्वर-सफ़ेद रंग, ढालना, ढालना और मशीन में आसान। मजबूत ऑक्साइड फिल्मों के तेजी से बनने के कारण एल्युमीनियम में उच्च तापीय और विद्युत चालकता और संक्षारण प्रतिरोध होता है जो सतह को आगे की बातचीत से बचाता है।
किसी भी विकसित समाज में औद्योगिक उपलब्धियाँ हमेशा संरचनात्मक सामग्रियों और मिश्र धातुओं की प्रौद्योगिकी में प्रगति से जुड़ी होती हैं। व्यापार वस्तुओं की प्रसंस्करण गुणवत्ता और विनिर्माण प्रदर्शन हैं सबसे महत्वपूर्ण संकेतकराज्य के विकास का स्तर.
आधुनिक संरचनाओं में उपयोग की जाने वाली सामग्रियों में, उच्च शक्ति विशेषताओं के अलावा, गुणों का एक सेट होना चाहिए जैसे कि संक्षारण प्रतिरोध, गर्मी प्रतिरोध, थर्मल और विद्युत चालकता, अपवर्तकता, साथ ही इन गुणों को परिस्थितियों में बनाए रखने की क्षमता लंबा कामभार के तहत.
वैज्ञानिक विकास और उत्पादन प्रक्रियाएंहमारे देश में अलौह धातुओं के फाउंड्री उत्पादन के क्षेत्र में वैज्ञानिक और तकनीकी प्रगति की उन्नत उपलब्धियाँ मेल खाती हैं। उनका परिणाम, विशेष रूप से, वोल्ज़स्की ऑटोमोबाइल प्लांट और कई अन्य उद्यमों में आधुनिक डाई कास्टिंग और इंजेक्शन मोल्डिंग दुकानों का निर्माण था। ज़ावोलज़स्की मोटर प्लांट में, 35 एमएन के मोल्ड लॉकिंग बल के साथ बड़ी इंजेक्शन मोल्डिंग मशीनें सफलतापूर्वक काम कर रही हैं, जो वोल्गा कार के लिए एल्यूमीनियम मिश्र धातु से बने सिलेंडर ब्लॉक का उत्पादन करती हैं।
अल्ताई मोटर प्लांट ने इंजेक्शन मोल्डेड कास्टिंग के उत्पादन के लिए एक स्वचालित लाइन में महारत हासिल कर ली है। सोवियत सोशलिस्ट रिपब्लिक () के संघ में, दुनिया में पहली बार इसे विकसित और महारत हासिल किया गया था प्रक्रियाएक विद्युत चुम्बकीय क्रिस्टलाइज़र में एल्यूमीनियम मिश्र धातु सिल्लियों की निरंतर ढलाई। यह विधि सिल्लियों की गुणवत्ता में उल्लेखनीय रूप से सुधार करती है और मोड़ने के दौरान चिप्स के रूप में अपशिष्ट की मात्रा को कम करती है।
एल्युमीनियम की खोज का नाम और इतिहास
लैटिन एल्युमीनियम लैटिन एल्युमेन से आया है, जिसका अर्थ है एलम (एल्यूमीनियम और पोटेशियम सल्फेट (K) KAl(SO4)2·12H2O), जिसका उपयोग लंबे समय से चमड़े की टैनिंग और एक कसैले के रूप में किया जाता है। अल, रासायनिक तत्व समूह IIIआवर्त सारणी, परमाणु संख्या 13, परमाणु द्रव्यमान 26, 98154। उच्च रासायनिक गतिविधि के कारण, शुद्ध एल्यूमीनियम की खोज और पृथक्करण लगभग 100 वर्षों तक चला। यह निष्कर्ष कि "" (एक दुर्दम्य पदार्थ, आधुनिक शब्दों में - एल्यूमीनियम ऑक्साइड) फिटकरी से प्राप्त किया जा सकता है, 1754 में बनाया गया था। जर्मन रसायनज्ञ ए मार्कग्राफ। बाद में यह पता चला कि उसी "पृथ्वी" को मिट्टी से अलग किया जा सकता है, और इसे एल्यूमिना कहा जाने लगा। 1825 में ही धात्विक एल्युमीनियम का उत्पादन किया गया था। डेनिश भौतिक विज्ञानी एच.के. ओर्स्टेड। उन्होंने एल्यूमीनियम क्लोराइड AlCl3, जिसे एल्यूमिना से प्राप्त किया जा सकता था, को पोटेशियम मिश्रण (पारा (Hg) के साथ पोटेशियम (K) का एक मिश्र धातु) के साथ उपचारित किया, और पारा (Hg) को आसवित करने के बाद, उन्होंने अलग किया ग्रे पाउडरअल्युमीनियम
केवल एक चौथाई शताब्दी के बाद इस पद्धति को थोड़ा आधुनिक बनाया गया। 1854 में, फ्रांसीसी रसायनज्ञ ए.ई. सैंटे-क्लेयर डेविल ने एल्यूमीनियम का उत्पादन करने के लिए सोडियम धातु (Na) का उपयोग करने का प्रस्ताव रखा, और नई धातु की पहली सिल्लियां प्राप्त कीं। उस समय एल्युमीनियम की कीमत बहुत अधिक थी और इससे आभूषण बनाये जाते थे।
एल्यूमीनियम ऑक्साइड, फ्लोराइड और अन्य पदार्थों सहित जटिल मिश्रणों के पिघलने के इलेक्ट्रोलिसिस द्वारा एल्यूमीनियम के उत्पादन के लिए एक औद्योगिक विधि स्वतंत्र रूप से 1886 में पी. हेरॉक्स () और सी. हॉल (यूएसए) द्वारा विकसित की गई थी। एल्युमीनियम उत्पादन उच्च बिजली खपत से जुड़ा है, इसलिए इसे बड़े पैमाने पर 20वीं सदी में ही लागू किया गया था। में सोवियत समाजवादी गणराज्य संघ (सीसीसीपी)पहला औद्योगिक एल्यूमीनियम 14 मई, 1932 को वोल्खोव हाइड्रोइलेक्ट्रिक पावर स्टेशन के बगल में बने वोल्खोव एल्यूमीनियम संयंत्र में उत्पादित किया गया था।
99.99% से अधिक शुद्धता वाला एल्युमीनियम पहली बार 1920 में इलेक्ट्रोलिसिस द्वारा प्राप्त किया गया था। 1925 में कामएडवर्ड्स ने ऐसे एल्यूमीनियम के भौतिक और यांत्रिक गुणों के बारे में कुछ जानकारी प्रकाशित की। 1938 में टेलर, व्हीलर, स्मिथ और एडवर्ड्स ने 99.996% की शुद्धता के साथ एल्यूमीनियम के कुछ गुणों को दिखाते हुए एक लेख प्रकाशित किया, जिसे फ्रांस में इलेक्ट्रोलिसिस द्वारा भी प्राप्त किया गया था। एल्यूमीनियम के गुणों पर मोनोग्राफ का पहला संस्करण 1967 में प्रकाशित हुआ था।

बाद के वर्षों में, तैयारी में तुलनात्मक आसानी और आकर्षक गुणों के कारण, कई काम करता हैएल्यूमीनियम के गुणों के बारे में. शुद्ध एल्युमीनियम का मुख्य रूप से इलेक्ट्रॉनिक्स में व्यापक उपयोग पाया गया है - इलेक्ट्रोलाइटिक कैपेसिटर से लेकर इलेक्ट्रॉनिक इंजीनियरिंग के शिखर - माइक्रोप्रोसेसर तक; क्रायोइलेक्ट्रॉनिक्स, क्रायोमैग्नेटिक्स में।


शुद्ध एल्युमीनियम प्राप्त करने की नई विधियाँ ज़ोन शुद्धिकरण विधि, अमलगम से क्रिस्टलीकरण (पारा के साथ एल्युमीनियम मिश्र धातु) और क्षारीय समाधानों से पृथक्करण हैं। एल्यूमीनियम की शुद्धता की डिग्री कम तापमान पर विद्युत प्रतिरोध के मूल्य से नियंत्रित होती है।
एल्यूमीनियम की सामान्य विशेषताएँ
प्राकृतिक एल्यूमीनियम में एक एकल न्यूक्लाइड, 27Al होता है। बाहरी इलेक्ट्रॉनिक परत का विन्यास 3s2p1 है। लगभग सभी यौगिकों में एल्युमीनियम की ऑक्सीकरण अवस्था +3 (वैलेंस III) होती है। तटस्थ एल्यूमीनियम परमाणु की त्रिज्या 0.143 एनएम है, Al3+ आयन की त्रिज्या 0.057 एनएम है। एक तटस्थ एल्यूमीनियम परमाणु के अनुक्रमिक आयनीकरण की ऊर्जाएँ क्रमशः 5, 984, 18, 828, 28, 44 और 120 eV हैं। पॉलिंग स्केल के अनुसार, एल्यूमीनियम की इलेक्ट्रोनगेटिविटी 1.5 है।

एल्युमीनियम नरम, हल्का, चांदी जैसा सफेद होता है, जिसका क्रिस्टल जाली फलक-केंद्रित घनीय होता है, पैरामीटर a = 0.40403 एनएम। शुद्ध धातु का गलनांक 660°C, क्वथनांक लगभग 2450°C, घनत्व 2.6989 g/cm3 है। एल्यूमीनियम के रैखिक विस्तार का तापमान गुणांक लगभग 2.5·10-5 K-1 है।
रासायनिक एल्यूमीनियम एक काफी सक्रिय धातु है। हवा में, इसकी सतह तुरंत Al2O3 ऑक्साइड की घनी फिल्म से ढक जाती है, जो धातु तक ऑक्सीजन (O) की आगे पहुंच को रोकती है और प्रतिक्रिया की समाप्ति की ओर ले जाती है, जो एल्यूमीनियम के उच्च जंग-रोधी गुणों को निर्धारित करती है। यदि एल्यूमीनियम को सांद्र नाइट्रिक एसिड में रखा जाए तो उस पर एक सुरक्षात्मक सतह फिल्म भी बनती है।
एल्युमीनियम अन्य अम्लों के साथ सक्रिय रूप से प्रतिक्रिया करता है:
6HCl + 2Al = 2AlCl3 + 3H2,
3H2SO4 + 2Al = Al2(SO4)3 + 3H2.
दिलचस्प बात यह है कि एल्यूमीनियम और आयोडीन (आई) पाउडर के बीच प्रतिक्रिया शुरू होती है कमरे का तापमान, यदि आप मूल मिश्रण में पानी की कुछ बूँदें मिलाते हैं, जो इस मामले मेंउत्प्रेरक की भूमिका निभाता है:
2Al + 3I2 = 2AlI3.
गर्म करने पर सल्फर (एस) के साथ एल्यूमीनियम की परस्पर क्रिया से एल्यूमीनियम सल्फाइड का निर्माण होता है:
2Al + 3S = Al2S3,
जो पानी से आसानी से विघटित हो जाता है:
Al2S3 + 6H2O = 2Al(OH)3 + 3H2S.
एल्युमीनियम सीधे हाइड्रोजन (H) के साथ संपर्क नहीं करता है, हालांकि, अप्रत्यक्ष तरीकों से, उदाहरण के लिए, ऑर्गेनोएल्यूमीनियम यौगिकों का उपयोग करके, एक शक्तिशाली कम करने वाले एजेंट, ठोस बहुलक एल्यूमीनियम हाइड्राइड (AlH3)x को संश्लेषित करना संभव है।
पाउडर के रूप में, एल्यूमीनियम को हवा में जलाया जा सकता है, और एल्यूमीनियम ऑक्साइड Al2O3 का एक सफेद, दुर्दम्य पाउडर बनता है।
Al2O3 में उच्च बंधन शक्ति इसके गठन की उच्च ऊष्मा को निर्धारित करती है सरल पदार्थऔर एल्यूमीनियम की कई धातुओं को उनके ऑक्साइड से कम करने की क्षमता, उदाहरण के लिए:
3Fe3O4 + 8Al = 4Al2O3 + 9Fe और सम
3CaO + 2Al = Al2O3 + 3Ca.
धातुओं के उत्पादन की इस विधि को एलुमिनोथर्मी कहा जाता है।
प्रकृति में होना
पृथ्वी की पपड़ी में प्रचुरता के संदर्भ में, एल्युमीनियम धातुओं में पहले स्थान पर और सभी तत्वों (ऑक्सीजन (O) और सिलिकॉन (Si) के बाद) में तीसरे स्थान पर है, जो पृथ्वी की पपड़ी के द्रव्यमान का लगभग 8.8% है। एल्युमीनियम बड़ी संख्या में खनिजों, मुख्य रूप से एल्युमिनोसिलिकेट्स और चट्टानों में पाया जाता है। एल्युमीनियम यौगिकों में ग्रेनाइट, बेसाल्ट, मिट्टी, फेल्डस्पार आदि होते हैं। लेकिन यहाँ विरोधाभास है: एक बड़ी संख्या के साथ खनिजऔर एल्यूमीनियम युक्त चट्टानें, बॉक्साइट के भंडार - एल्यूमीनियम के औद्योगिक उत्पादन के लिए मुख्य कच्चा माल - काफी दुर्लभ हैं। में रूसी संघसाइबेरिया और उरल्स में बॉक्साइट के भंडार हैं। अलुनाइट और नेफलाइन भी औद्योगिक महत्व के हैं। एक सूक्ष्म तत्व के रूप में, एल्युमीनियम पौधों और जानवरों के ऊतकों में मौजूद होता है। ऐसे जीव हैं - सांद्रक जो अपने अंगों में एल्यूमीनियम जमा करते हैं - कुछ क्लब मॉस और मोलस्क।
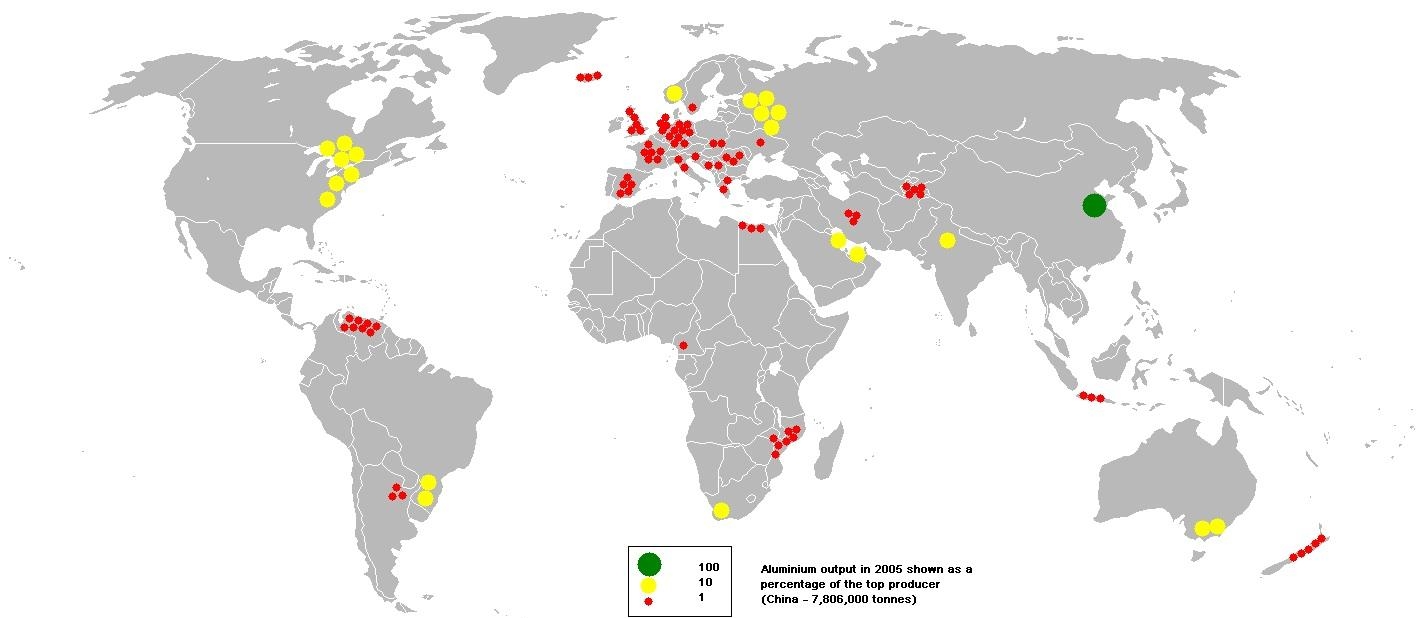
औद्योगिक उत्पादन: औद्योगिक उत्पादन सूचकांक में, बॉक्साइट को पहले रासायनिक प्रसंस्करण के अधीन किया जाता है, जिससे सिलिकॉन (Si), आयरन (Fe) और अन्य तत्वों के ऑक्साइड की अशुद्धियाँ दूर हो जाती हैं। इस तरह के प्रसंस्करण के परिणामस्वरूप, शुद्ध एल्यूमीनियम ऑक्साइड Al2O3 प्राप्त होता है - इलेक्ट्रोलिसिस द्वारा धातु के उत्पादन में मुख्य। हालाँकि, इस तथ्य के कारण कि Al2O3 का गलनांक बहुत अधिक (2000°C से अधिक) है, इलेक्ट्रोलिसिस के लिए इसके पिघल का उपयोग करना संभव नहीं है।
![]()
वैज्ञानिकों और इंजीनियरों ने इसका समाधान इस प्रकार खोजा। इलेक्ट्रोलिसिस स्नान में, Na3AlF6 क्रायोलाइट को पहले पिघलाया जाता है (पिघलने का तापमान 1000°C से थोड़ा कम होता है)। क्रायोलाइट, उदाहरण के लिए, कोला प्रायद्वीप से नेफलाइन को संसाधित करके प्राप्त किया जा सकता है। इसके बाद, इस पिघल में थोड़ा सा Al2O3 (वजन के हिसाब से 10% तक) और कुछ अन्य पदार्थ मिलाए जाते हैं, जिससे बाद की स्थितियों में सुधार होता है। प्रक्रिया. इस पिघल के इलेक्ट्रोलिसिस के दौरान, एल्यूमीनियम ऑक्साइड विघटित हो जाता है, क्रायोलाइट पिघल में रहता है, और पिघला हुआ एल्यूमीनियम कैथोड पर बनता है:
2Al2O3 = 4Al + 3O2.
एल्यूमीनियम मिश्र धातु
अधिकांश धातु तत्व एल्यूमीनियम के साथ मिश्रित होते हैं, लेकिन उनमें से केवल कुछ ही औद्योगिक एल्यूमीनियम मिश्र धातुओं में प्रमुख मिश्र धातु घटकों की भूमिका निभाते हैं। हालाँकि, मिश्र धातुओं के गुणों को बेहतर बनाने के लिए बड़ी संख्या में तत्वों का उपयोग योजक के रूप में किया जाता है। सबसे व्यापक रूप से उपयोग किया जाने वाला:
ऑक्सीकरण को कम करने के लिए बेरिलियम मिलाया जाता है बढ़ा हुआ तापमान. आंतरिक दहन इंजन भागों (पिस्टन और सिलेंडर हेड) के उत्पादन में तरलता में सुधार के लिए एल्यूमीनियम कास्टिंग मिश्र धातुओं में बेरिलियम (0.01 - 0.05%) की छोटी मात्रा का उपयोग किया जाता है।
बोरॉन को विद्युत चालकता बढ़ाने और एक शोधन योजक के रूप में पेश किया गया है। बोरोन को परमाणु ऊर्जा (रिएक्टर भागों को छोड़कर) में उपयोग किए जाने वाले एल्यूमीनियम मिश्र धातुओं में पेश किया जाता है, क्योंकि यह न्यूट्रॉन को अवशोषित करता है, विकिरण के प्रसार को रोकता है। बोरॉन को औसतन 0.095 - 0.1% की मात्रा में पेश किया जाता है।
बिस्मथ. कम गलनांक वाली धातुओं, जैसे बिस्मथ और कैडमियम, को मशीनीकरण में सुधार के लिए एल्यूमीनियम मिश्र धातु में पेश किया जाता है। ये तत्व नरम, फ़्यूज़िबल चरण बनाते हैं जो चिप की भंगुरता और कटर स्नेहन में योगदान करते हैं।
गैलियम को मिश्रधातुओं में 0.01 - 0.1% की मात्रा में मिलाया जाता है जिससे उपभोग योग्य एनोड बनाए जाते हैं।
लोहा. ताकत बढ़ाने और रेंगने की विशेषताओं में सुधार करने के लिए इसे तारों के उत्पादन में कम मात्रा (»0.04%) में पेश किया जाता है। भी लोहाठंडे सांचे में ढलाई करते समय सांचों की दीवारों पर चिपकना कम हो जाता है।
ईण्डीयुम. एडिटिव 0.05 - 0.2% उम्र बढ़ने के दौरान एल्यूमीनियम मिश्र धातुओं को मजबूत करता है, खासकर कम क्यूप्रम सामग्री के साथ। इंडियम एडिटिव्स का उपयोग एल्यूमीनियम-कैडमियम असर मिश्र धातुओं में किया जाता है।
मिश्र धातुओं की ताकत बढ़ाने और संक्षारण गुणों में सुधार करने के लिए लगभग 0.3% कैडमियम मिलाया जाता है।
कैल्शियम प्लास्टिसिटी प्रदान करता है। 5% कैल्शियम सामग्री के साथ, मिश्र धातु में सुपरप्लास्टिकिटी का प्रभाव होता है।
फाउंड्री मिश्र धातुओं में सिलिकॉन सबसे अधिक उपयोग किया जाने वाला योजक है। 0.5-4% की मात्रा में यह टूटने की प्रवृत्ति को कम कर देता है। सिलिकॉन और मैग्नीशियम का संयोजन मिश्र धातु को गर्म करके सील करना संभव बनाता है।
मैग्नीशियम. मैग्नीशियम मिलाने से लचीलापन कम किए बिना मजबूती बढ़ जाती है, वेल्डेबिलिटी बढ़ जाती है और मिश्र धातु का संक्षारण प्रतिरोध बढ़ जाता है।
ताँबामिश्रधातुओं को मजबूत करता है, युक्त होने पर अधिकतम सख्तता प्राप्त होती है कुप्रुमा 4 - 6%. कप्रम के साथ मिश्रधातु का उपयोग आंतरिक दहन इंजनों के लिए पिस्टन और विमान के लिए उच्च गुणवत्ता वाले कास्ट भागों के उत्पादन में किया जाता है।
टिनकाटने की प्रक्रिया में सुधार करता है।
टाइटेनियम. मिश्र धातुओं में टाइटेनियम का मुख्य कार्य कास्टिंग और सिल्लियों में अनाज को परिष्कृत करना है, जो पूरे आयतन में गुणों की ताकत और एकरूपता को बढ़ाता है।
यद्यपि एल्युमीनियम को सबसे कम उत्कृष्ट औद्योगिक धातुओं में से एक माना जाता है, यह कई ऑक्सीकरण वातावरणों में काफी स्थिर है। इस व्यवहार का कारण एल्यूमीनियम की सतह पर एक निरंतर ऑक्साइड फिल्म की उपस्थिति है, जो ऑक्सीजन, पानी और अन्य ऑक्सीकरण एजेंटों के संपर्क में आने पर तुरंत साफ किए गए क्षेत्रों पर फिर से बन जाती है।
अधिकांश मामलों में, पिघलने का कार्य हवा में होता है। यदि हवा के साथ संपर्क सतह पर पिघले हुए अघुलनशील यौगिकों के निर्माण तक सीमित है और इन यौगिकों की परिणामी फिल्म आगे की बातचीत को काफी धीमा कर देती है, तो आमतौर पर ऐसी बातचीत को दबाने के लिए कोई उपाय नहीं किया जाता है। इस मामले में, वायुमंडल के साथ पिघल के सीधे संपर्क में गलाने का कार्य किया जाता है। यह अधिकांश एल्यूमीनियम, जस्ता, टिन-सीसा मिश्र धातुओं की तैयारी में किया जाता है।
वह स्थान जिसमें मिश्र धातु का पिघलना होता है, एक दुर्दम्य अस्तर द्वारा सीमित होता है जो 1500 - 1800 ˚C के तापमान को सहन करने में सक्षम होता है। सभी गलाने की प्रक्रियाओं में गैस चरण शामिल होता है, जो ईंधन के दहन के दौरान परस्पर क्रिया करके बनता है पर्यावरणऔर पिघलने वाली इकाई की परत, आदि।
अधिकांश एल्यूमीनियम मिश्र धातुओं में प्राकृतिक वातावरण में उच्च संक्षारण प्रतिरोध होता है, समुद्र का पानी, कई लवणों और रसायनों के घोल और अधिकांश खाद्य पदार्थों में। एल्यूमीनियम मिश्र धातु संरचनाओं का उपयोग अक्सर समुद्री जल में किया जाता है। 1930 से समुद्री बोया, लाइफबोट, जहाज, नौकाएं एल्यूमीनियम मिश्र धातु से बनाई गई हैं। वर्तमान में, एल्यूमीनियम मिश्र धातु से बने जहाज के पतवार की लंबाई 61 मीटर तक पहुंच जाती है। एल्यूमीनियम भूमिगत पाइपलाइनों में अनुभव है; एल्यूमीनियम मिश्र धातु मिट्टी के संक्षारण के लिए अत्यधिक प्रतिरोधी हैं। 1951 में अलास्का में 2.9 किमी लंबी पाइपलाइन बनाई गई थी। 30 वर्षों के ऑपरेशन के बाद, जंग के कारण एक भी रिसाव या गंभीर क्षति का पता नहीं चला है।
एल्युमीनियम का उपयोग निर्माण में क्लैडिंग पैनल, दरवाजे आदि के रूप में बड़ी मात्रा में किया जाता है। खिड़की की फ्रेम, विद्युत केबल। कंक्रीट, मोर्टार या प्लास्टर के संपर्क में आने पर एल्यूमीनियम मिश्र धातुएं लंबे समय तक गंभीर क्षरण के अधीन नहीं होती हैं, खासकर अगर संरचनाएं अक्सर गीली नहीं होती हैं। बार-बार गीला होने की स्थिति में यदि सतह एल्युमीनियम की हो व्यापारिक वस्तुएँआगे संसाधित नहीं किया गया है, यह हवा में ऑक्सीकरण एजेंटों की उच्च सामग्री के साथ औद्योगिक शहरों में भी काला हो सकता है। इससे बचने के लिए, चमकदार एनोडाइजिंग द्वारा चमकदार सतह प्राप्त करने के लिए विशेष मिश्र धातुओं का उत्पादन किया जाता है - धातु की सतह पर ऑक्साइड फिल्म लगाने से। इस मामले में, सतह को कई रंग और शेड्स दिए जा सकते हैं। उदाहरण के लिए, एल्युमीनियम और सिलिकॉन की मिश्रधातुएँ ग्रे से लेकर काले तक, रंगों की एक श्रृंखला प्राप्त करना संभव बनाती हैं। एल्यूमीनियम और क्रोमियम की मिश्रधातुओं का रंग सुनहरा होता है।
औद्योगिक एल्यूमीनियम का उत्पादन दो प्रकार के मिश्र धातुओं के रूप में किया जाता है - कास्टिंग मिश्र धातु, जिसके हिस्से कास्टिंग द्वारा बनाए जाते हैं, और विरूपण मिश्र धातु, विकृत अर्ध-तैयार उत्पादों के रूप में उत्पादित होते हैं - चादरें, पन्नी, प्लेटें, प्रोफाइल, तार। एल्यूमीनियम मिश्र धातुओं से कास्टिंग सभी को प्राप्त होती है संभावित तरीकेकास्टिंग दबाव में, ठंडे सांचों में और रेत-मिट्टी के रूपों में सबसे आम है। छोटे राजनीतिक दलों के उत्पादन में इसका उपयोग किया जाता है कास्टिंगप्लास्टर में संयुक्त रूप और कास्टिंगखोए हुए मोम मॉडलों द्वारा। कास्ट मिश्रधातु का उपयोग इलेक्ट्रिक मोटर के कास्ट रोटर, विमान के कास्ट पार्ट्स आदि बनाने के लिए किया जाता है। गढ़ा मिश्रधातु का उपयोग किया जाता है मोटर वाहन उत्पादनआंतरिक ट्रिम, बंपर, बॉडी पैनल और आंतरिक भागों के लिए; एक परिष्करण सामग्री के रूप में निर्माण में; विमान आदि में
में उद्योगएल्युमीनियम पाउडर का भी उपयोग किया जाता है। धातुकर्म में उपयोग किया जाता है उद्योग: एलुमिनोथर्मी में, मिश्रधातु योजक के रूप में, दबाने और सिंटरिंग द्वारा अर्ध-तैयार उत्पादों के उत्पादन के लिए। यह विधि बहुत टिकाऊ हिस्से (गियर, बुशिंग आदि) बनाती है। पाउडर का उपयोग रसायन विज्ञान में एल्यूमीनियम यौगिकों आदि के उत्पादन के लिए भी किया जाता है उत्प्रेरक(उदाहरण के लिए, एथिलीन और एसीटोन के उत्पादन में)। एल्यूमीनियम की उच्च प्रतिक्रियाशीलता को देखते हुए, विशेष रूप से पाउडर के रूप में, इसका उपयोग विस्फोटकों और रॉकेटों के लिए ठोस प्रणोदक में किया जाता है, जिससे इसकी जल्दी प्रज्वलित होने की क्षमता का लाभ उठाया जाता है।
ऑक्सीकरण के प्रति एल्यूमीनियम के उच्च प्रतिरोध को देखते हुए, पाउडर का उपयोग पेंटिंग उपकरण, छतों, प्रिंटिंग पेपर और कार पैनलों की चमकदार सतहों के लिए कोटिंग्स में वर्णक के रूप में किया जाता है। स्टील और कच्चा लोहा भी एल्यूमीनियम की परत से लेपित होते हैं। व्यापार की वस्तुउनके क्षरण से बचने के लिए.
अनुप्रयोग के पैमाने के संदर्भ में, एल्यूमीनियम और इसकी मिश्रधातुएँ लोहे (Fe) और इसकी मिश्रधातुओं के बाद दूसरे स्थान पर हैं। प्रौद्योगिकी और रोजमर्रा की जिंदगी के विभिन्न क्षेत्रों में एल्यूमीनियम का व्यापक उपयोग इसके भौतिक, यांत्रिक और के संयोजन से जुड़ा हुआ है रासायनिक गुण: कम घनत्व, वायुमंडलीय हवा में संक्षारण प्रतिरोध, उच्च तापीय और विद्युत चालकता, लचीलापन और अपेक्षाकृत उच्च शक्ति। एल्युमीनियम को प्रोसेस करना आसान है विभिन्न तरीके- फोर्जिंग, स्टैम्पिंग, रोलिंग आदि। तार के निर्माण के लिए शुद्ध एल्यूमीनियम का उपयोग किया जाता है (एल्यूमीनियम की विद्युत चालकता क्यूप्रम की विद्युत चालकता का 65.5% है, लेकिन एल्यूमीनियम क्यूप्रम की तुलना में तीन गुना हल्का है, इसलिए एल्यूमीनियम को अक्सर बदल दिया जाता है) इलेक्ट्रिकल इंजीनियरिंग में) और फ़ॉइल का उपयोग पैकेजिंग सामग्री के रूप में किया जाता है। गलाए गए एल्यूमीनियम का मुख्य भाग विभिन्न मिश्र धातुओं के उत्पादन पर खर्च किया जाता है। एल्यूमीनियम मिश्र धातुओं की सतहों पर सुरक्षात्मक और सजावटी कोटिंग आसानी से लगाई जाती है।
एल्यूमीनियम मिश्र धातुओं के गुणों की विविधता एल्यूमीनियम में विभिन्न योजकों की शुरूआत के कारण होती है जो इसके साथ ठोस समाधान या इंटरमेटेलिक यौगिक बनाते हैं। एल्युमीनियम के बड़े हिस्से का उपयोग हल्के मिश्रधातुओं के उत्पादन के लिए किया जाता है - ड्यूरालुमिन (94% एल्युमीनियम, 4% कॉपर (Cu), 0.5% प्रत्येक मैग्नीशियम (Mg), मैंगनीज (Mn), (Fe) और सिलिकॉन (Si)), सिलुमिन (85) -90% - एल्यूमीनियम, 10-14% सिलिकॉन (Si), 0.1% सोडियम (Na)), आदि। धातु विज्ञान में, एल्यूमीनियम का उपयोग न केवल मिश्र धातुओं के आधार के रूप में किया जाता है, बल्कि व्यापक रूप से उपयोग किए जाने वाले मिश्र धातु योजकों में से एक के रूप में भी किया जाता है। क्यूप्रम (Cu), मैग्नीशियम (Mg), आयरन (Fe), >निकल (Ni), आदि पर आधारित मिश्र धातुएँ।
एल्यूमीनियम मिश्र धातु का व्यापक रूप से रोजमर्रा की जिंदगी में, निर्माण और वास्तुकला में, मोटर वाहन उद्योग, जहाज निर्माण, विमानन और अंतरिक्ष प्रौद्योगिकी में उपयोग किया जाता है। विशेष रूप से, पहला कृत्रिम पृथ्वी उपग्रह एल्यूमीनियम मिश्र धातु से बनाया गया था। एल्यूमीनियम और ज़िरकोनियम (जेडआर) का एक मिश्र धातु - परमाणु रिएक्टर निर्माण में व्यापक रूप से उपयोग किया जाता है। एल्युमीनियम का उपयोग विस्फोटकों के उत्पादन में किया जाता है।
रोजमर्रा की जिंदगी में एल्यूमीनियम को संभालते समय, आपको यह ध्यान रखना होगा कि केवल तटस्थ (अम्लता) तरल पदार्थों को गर्म किया जा सकता है और एल्यूमीनियम कंटेनरों में संग्रहीत किया जा सकता है (उदाहरण के लिए, पानी उबालें)। उदाहरण के लिए, यदि आप खट्टी गोभी का सूप एल्यूमीनियम पैन में पकाते हैं, तो एल्यूमीनियम भोजन में चला जाता है और यह एक अप्रिय "धात्विक" स्वाद प्राप्त कर लेता है। चूंकि रोजमर्रा की जिंदगी में ऑक्साइड फिल्म बहुत आसानी से क्षतिग्रस्त हो जाती है, इसलिए एल्यूमीनियम कुकवेयर का उपयोग अभी भी अवांछनीय है।
चाँदी-सफ़ेद धातु, हल्की
घनत्व - 2.7 ग्राम/सेमी³
एल्युमीनियम के लिए तकनीकी एल्युमीनियम का गलनांक 658°C होता है उच्च शुद्धता— 660°C
संलयन की विशिष्ट ऊष्मा - 390 kJ/kg
क्वथनांक - 2500 डिग्री सेल्सियस
वाष्पीकरण की विशिष्ट ऊष्मा - 10.53 MJ/kg
कास्ट एल्यूमीनियम की तन्यता ताकत - 10-12 किग्रा/एमएमआई, विकृत - 18-25 किग्रा/एमएमआई, मिश्रधातु - 38-42 किग्रा/एमएमआई
ब्रिनेल कठोरता - 24...32 kgf/mm²
उच्च लचीलापन: तकनीकी - 35%, शुद्ध - 50%, पतली शीट और यहां तक कि पन्नी में लुढ़का हुआ
यंग का मापांक - 70 GPa
एल्युमीनियम में उच्च विद्युत चालकता (0.0265 µOhm · m) और तापीय चालकता (203.5 W/(m · K)) होती है, क्यूप्रम की विद्युत चालकता का 65%, और उच्च प्रकाश परावर्तन होता है।
कमजोर अनुचुम्बकीय.
रैखिक विस्तार का तापमान गुणांक 24.58·10−6 K−1 (20…200 °C).
विद्युत प्रतिरोध का तापमान गुणांक 2.7·10−8K−1 है।
एल्युमीनियम लगभग सभी धातुओं के साथ मिश्रधातु बनाता है। सबसे प्रसिद्ध मिश्र धातु क्यूप्रम और मैग्नीशियम (ड्यूरालुमिन) और सिलिकॉन (सिलुमिन) हैं।
प्राकृतिक एल्यूमीनियम में लगभग पूरी तरह से एक स्थिर आइसोटोप, 27Al, 26Al के अंश के साथ, एक रेडियोधर्मी आइसोटोप होता है अवधि 720 हजार वर्षों का आधा जीवन, जब आर्गन नाभिक पर ब्रह्मांडीय किरण प्रोटॉन द्वारा बमबारी की जाती है तो वायुमंडल में बनता है।
पृथ्वी की पपड़ी में व्यापकता के संदर्भ में, यह धातुओं में पहले स्थान पर और तत्वों में तीसरे स्थान पर है, ऑक्सीजन और सिलिकॉन के बाद दूसरे स्थान पर है। पृथ्वी की पपड़ी में एल्युमीनियम की मात्रा के अनुसार डेटाविभिन्न शोधकर्ताओं का द्रव्यमान पृथ्वी की पपड़ी के द्रव्यमान का 7.45 से 8.14% तक है।
प्रकृति में, एल्युमीनियम, अपनी उच्च रासायनिक गतिविधि के कारण, लगभग विशेष रूप से यौगिकों के रूप में पाया जाता है। उनमें से कुछ:
बॉक्साइट - Al2O3 H2O (SiO2, Fe2O3, CaCO3 के मिश्रण के साथ)
अलुनाइट्स - (Na,K)2SO4 Al2(SO4)3 4Al(OH)3
एल्यूमिना (रेत SiO2, चूना पत्थर CaCO3, मैग्नेसाइट MgCO3 के साथ काओलिन का मिश्रण)
कोरंडम (नीलम, माणिक, एमरी) - Al2O3
काओलिनाइट - Al2O3 2SiO2 2H2O
बेरिल (पन्ना, एक्वामरीन) - 3BeO Al2O3 6SiO2
क्राइसोबेरील (अलेक्जेंड्राइट) - BeAl2O4।
हालाँकि, कुछ विशिष्ट कम करने वाली स्थितियों के तहत, देशी एल्युमीनियम का निर्माण संभव है।
प्राकृतिक जल में कम विषैले रासायनिक यौगिकों के रूप में एल्युमीनियम होता है, उदाहरण के लिए, एल्युमीनियम फ्लोराइड। धनायन या ऋणायन का प्रकार मुख्यतः अम्लता पर निर्भर करता है जलीय पर्यावरण. सतही जल निकायों में एल्यूमिनियम सांद्रता रूसी संघ 0.001 से 10 मिलीग्राम/लीटर तक, समुद्री जल में 0.01 मिलीग्राम/लीटर तक।

एल्युमीनियम है
एल्यूमीनियम मिश्र धातुओं से कास्टिंग का उत्पादन
हमारे यहां फाउंड्री उत्पादन का मुख्य कार्य देश, कास्टिंग की गुणवत्ता में एक महत्वपूर्ण समग्र सुधार शामिल है, जो दीवार की मोटाई में कमी, मशीनिंग के लिए भत्ते में कमी और व्यापार वस्तुओं के उचित परिचालन गुणों को बनाए रखते हुए गेटिंग-फीडिंग सिस्टम के लिए परिलक्षित होना चाहिए। इस कार्य का अंतिम परिणाम मैकेनिकल इंजीनियरिंग की बढ़ती जरूरतों को पूरा करना होना चाहिए आवश्यक मात्राद्रव्यमान द्वारा कास्टिंग के कुल मौद्रिक उत्सर्जन में उल्लेखनीय वृद्धि के बिना कास्टिंग।
सैंड कास्टिंग
एक बार के सांचों में ढलाई की उपरोक्त विधियों में से, एल्यूमीनियम मिश्र धातुओं से ढलाई के निर्माण में सबसे व्यापक रूप से उपयोग की जाने वाली विधि गीली रेत के सांचों में ढलाई है। यह मिश्र धातुओं के कम घनत्व, आकार पर धातु के छोटे बल प्रभाव और के कारण है कम तामपानकास्टिंग (680-800C)।
रेत के सांचों के निर्माण के लिए, मोल्डिंग और कोर मिश्रण का उपयोग किया जाता है, जो क्वार्ट्ज और मिट्टी की रेत (GOST 2138-74), मोल्डिंग मिट्टी (GOST 3226-76), बाइंडर्स और सहायक सामग्री से तैयार किया जाता है।

गेटिंग सिस्टम के प्रकार का चयन कास्टिंग के आयाम, इसके विन्यास की जटिलता और मोल्ड में स्थान को ध्यान में रखते हुए किया जाता है। छोटी ऊंचाई के जटिल विन्यास की कास्टिंग के लिए सांचे डालना, एक नियम के रूप में, निचले गेटिंग सिस्टम का उपयोग करके किया जाता है। बड़ी कास्टिंग ऊंचाई और पतली दीवारों के लिए, ऊर्ध्वाधर स्लॉट या संयुक्त गेटिंग सिस्टम का उपयोग करना बेहतर होता है। छोटे आकार की कास्टिंग के लिए सांचे ऊपरी गेटिंग सिस्टम के माध्यम से भरे जा सकते हैं। इस मामले में, मोल्ड गुहा में धातु की पपड़ी के गिरने की ऊंचाई 80 मिमी से अधिक नहीं होनी चाहिए।
मोल्ड गुहा में प्रवेश करने पर पिघल की गति की गति को कम करने और इसमें निलंबित ऑक्साइड फिल्मों और स्लैग समावेशन को बेहतर ढंग से अलग करने के लिए, अतिरिक्त हाइड्रोलिक प्रतिरोध को गेटिंग सिस्टम में पेश किया जाता है - जाल स्थापित किए जाते हैं (धातु या फाइबरग्लास) या दानेदार के माध्यम से डाला जाता है फिल्टर.
स्प्रूज़ (फीडर), एक नियम के रूप में, प्रसंस्करण के दौरान उनके बाद के पृथक्करण की सुविधा को ध्यान में रखते हुए, परिधि के चारों ओर वितरित कास्टिंग के पतले वर्गों (दीवारों) में लाए जाते हैं। बड़ी इकाइयों को धातु की आपूर्ति अस्वीकार्य है, क्योंकि इससे उनमें सिकुड़न गुहाओं का निर्माण होता है, कास्टिंग की सतह पर खुरदरापन और सिकुड़न "डिप्स" बढ़ जाती है। क्रॉस-सेक्शन में, गेटिंग चैनल सबसे अधिक बार होते हैं आयत आकारचौड़े हिस्से की माप 15-20 मिमी और संकीर्ण हिस्से की माप 5-7 मिमी है।
संकीर्ण क्रिस्टलीकरण रेंज (AL2, AL4, AL), AL34, AK9, AL25, ALZO) वाले मिश्र धातु कास्टिंग की थर्मल इकाइयों में केंद्रित संकोचन गुहाओं के गठन के लिए प्रवण होते हैं। इन गोले को कास्टिंग से परे लाने के लिए, बड़े पैमाने पर मुनाफे की स्थापना का व्यापक रूप से उपयोग किया जाता है। पतली दीवार वाली (4-5 मिमी) और छोटी ढलाई के लिए, लाभ का द्रव्यमान ढलाई के द्रव्यमान का 2-3 गुना होता है, मोटी दीवार वाली ढलाई के लिए यह 1.5 गुना तक होता है। ऊंचाई पहुँचाकास्टिंग की ऊंचाई के आधार पर चयन किया जाता है। 150 मिमी से कम ऊँचाई के लिए पहुँचाएच-लगभग. नॉटल कास्टिंग की ऊंचाई के बराबर लिया गया। उच्च कास्टिंग के लिए, अनुपात Nprib/Notl को 0.3 0.5 के बराबर लिया जाता है।
एल्यूमीनियम मिश्रधातुओं की ढलाई में सबसे अधिक उपयोग ऊपरी भाग में पाया जाता है खुला मुनाफागोल या अंडाकार क्रॉस-सेक्शन; ज्यादातर मामलों में, साइड प्रॉफिट बंद हो जाता है। कार्यकुशलता में सुधार हेतु मुनाफेउन्हें इंसुलेटेड किया जाता है, गर्म धातु से भरा जाता है और ऊपर से ऊपर किया जाता है। इन्सुलेशन आमतौर पर मोल्ड की सतह पर एस्बेस्टस शीट चिपकाकर किया जाता है, इसके बाद गैस की लौ से सुखाया जाता है। विस्तृत क्रिस्टलीकरण रेंज (AL1, AL7, AL8, AL19, ALZZ) वाले मिश्र धातु बिखरे हुए संकोचन सरंध्रता के गठन के लिए प्रवण होते हैं। सिकुड़न छिद्रों का संसेचन मुनाफेअप्रभावी. इसलिए, सूचीबद्ध मिश्र धातुओं से कास्टिंग करते समय, बड़े पैमाने पर मुनाफे की स्थापना का उपयोग करने की अनुशंसा नहीं की जाती है। उच्च-गुणवत्ता वाली कास्टिंग प्राप्त करने के लिए, दिशात्मक क्रिस्टलीकरण किया जाता है, इस उद्देश्य के लिए कच्चा लोहा और एल्यूमीनियम मिश्र धातुओं से बने रेफ्रिजरेटर की स्थापना का व्यापक रूप से उपयोग किया जाता है। इष्टतम स्थितियाँदिशात्मक क्रिस्टलीकरण के लिए, एक ऊर्ध्वाधर-स्लॉट गेटिंग प्रणाली बनाई जाती है। क्रिस्टलीकरण के दौरान गैस के विकास को रोकने और मोटी दीवार वाली कास्टिंग में गैस-संकोचन सरंध्रता के गठन को रोकने के लिए, 0.4-0.5 एमपीए के दबाव में क्रिस्टलीकरण का व्यापक रूप से उपयोग किया जाता है। ऐसा करने के लिए, कास्टिंग मोल्ड्स को डालने से पहले आटोक्लेव में रखा जाता है, उन्हें धातु से भर दिया जाता है और कास्टिंग को हवा के दबाव में क्रिस्टलीकृत किया जाता है। बड़े आकार (ऊंचाई में 2-3 मीटर तक) पतली दीवार वाली कास्टिंग का उत्पादन करने के लिए, क्रमिक रूप से निर्देशित ठोसकरण के साथ एक कास्टिंग विधि का उपयोग किया जाता है। विधि का सार नीचे से ऊपर तक कास्टिंग का अनुक्रमिक क्रिस्टलीकरण है। ऐसा करने के लिए, कास्टिंग मोल्ड को हाइड्रोलिक लिफ्ट की मेज पर रखा जाता है और 12-20 मिमी व्यास वाली धातु ट्यूबों को 500-700 डिग्री सेल्सियस तक गर्म किया जाता है, जो राइजर का कार्य करते हुए इसमें उतारी जाती हैं। ट्यूबों को स्प्रू बाउल में निश्चित रूप से लगाया जाता है और उनमें छेद स्टॉपर्स से बंद कर दिए जाते हैं। स्प्रू बाउल को पिघल से भरने के बाद, स्टॉपर्स को ऊपर उठाया जाता है, और मिश्र धातु ट्यूबों के माध्यम से स्लॉटेड स्प्रूस (फीडर) द्वारा मोल्ड गुहा से जुड़े गेटिंग कुओं में प्रवाहित होती है। कुओं में पिघलने का स्तर ट्यूबों के निचले सिरे से 20-30 मिमी ऊपर बढ़ने के बाद, हाइड्रोलिक टेबल लोअरिंग तंत्र चालू हो जाता है। कम करने की गति इस प्रकार ली जाती है कि साँचा बाढ़ के स्तर से नीचे भर जाता है और गर्म धातु लगातार साँचे के ऊपरी हिस्सों में प्रवाहित होती रहती है। यह दिशात्मक ठोसकरण सुनिश्चित करता है और सिकुड़न दोषों के बिना जटिल कास्टिंग का उत्पादन करने की अनुमति देता है।

रेत के सांचों में दुर्दम्य सामग्री से पंक्तिबद्ध करछुल से धातु डाली जाती है। धातु भरने से पहले, नमी को हटाने के लिए ताजा अस्तर वाले करछुल को 780-800 डिग्री सेल्सियस पर सुखाया जाता है और कैल्सीन किया जाता है। डालने से पहले, मैं पिघले हुए तापमान को 720-780 डिग्री सेल्सियस पर बनाए रखता हूं। पतली दीवार वाली ढलाई के लिए सांचे 730-750 डिग्री सेल्सियस तक गर्म किए गए पिघले हुए पदार्थों से भरे जाते हैं, और मोटी दीवार वाली ढलाई के लिए 700-720 डिग्री सेल्सियस तक गर्म किए जाते हैं।
प्लास्टर के सांचों में ढालना
प्लास्टर मोल्ड में कास्टिंग का उपयोग उन मामलों में किया जाता है जहां सटीकता, सतह की सफाई और पुनरुत्पादन के लिए कास्टिंग पर बढ़ी हुई मांग रखी जाती है सबसे छोटा विवरणराहत। रेत के सांचों की तुलना में, जिप्सम सांचों में उच्च शक्ति, आयामी सटीकता, उच्च तापमान के लिए बेहतर प्रतिरोध होता है, और 5-6 सटीकता वर्ग में 1.5 मिमी की दीवार मोटाई के साथ जटिल विन्यास की कास्टिंग का उत्पादन करना संभव बनाता है। सांचे मोम या धातु (पीतल) क्रोम-प्लेटेड मॉडल का उपयोग करके बनाए जाते हैं। मॉडल प्लेटें एल्यूमीनियम मिश्र धातु से बनी होती हैं। साँचे से मॉडलों को हटाने की सुविधा के लिए, उनकी सतह को ढक दिया जाता है पतली परतकेरोसिन-स्टीयरिन स्नेहक।
जटिल पतली दीवारों वाली ढलाई के लिए छोटे और मध्यम आकार के सांचे 80% जिप्सम, 20% क्वार्ट्ज के मिश्रण से बनाए जाते हैं। रेतया एस्बेस्टस और 60-70% पानी (सूखे मिश्रण के वजन के अनुसार)। मध्यम और के लिए मिश्रण की संरचना बड़े रूप: 30% जिप्सम, 60% रेत, 10% एस्बेस्टस, 40-50% पानी। जमाव को धीमा करने के लिए, मिश्रण में 1-2% बुझा हुआ चूना मिलाया जाता है। रूपों की आवश्यक ताकत निर्जल या अर्ध-जलीय जिप्सम को हाइड्रेट करके प्राप्त की जाती है। ताकत कम करने और गैस पारगम्यता बढ़ाने के लिए, कच्चे जिप्सम रूपों को हाइड्रोथर्मल उपचार के अधीन किया जाता है - 0.13-0.14 एमपीए के जल वाष्प दबाव के तहत 6-10 घंटे के लिए आटोक्लेव में रखा जाता है, और फिर 24 घंटे के लिए हवा में रखा जाता है। इसके बाद, फॉर्मों को 350-500 डिग्री सेल्सियस पर चरणबद्ध तरीके से सुखाया जाता है।

जिप्सम सांचों की एक विशेषता उनकी कम तापीय चालकता है। यह परिस्थिति व्यापक क्रिस्टलीकरण रेंज के साथ एल्यूमीनियम मिश्र धातुओं से घनी कास्टिंग प्राप्त करना मुश्किल बना देती है। इसलिए, जिप्सम सांचों के लिए गेटिंग सिस्टम विकसित करते समय मुख्य कार्य सिकुड़न गुहाओं, ढीलेपन, ऑक्साइड फिल्मों, गर्म दरारें और पतली दीवारों के कम भरने को रोकना है। यह विस्तारित गेटिंग सिस्टम का उपयोग करके प्राप्त किया जाता है जो मोल्ड गुहा में पिघलने की गति की कम गति सुनिश्चित करता है, रेफ्रिजरेटर का उपयोग करके मुनाफे की ओर थर्मल इकाइयों के ठोसकरण को निर्देशित करता है, और मिश्रण में क्वार्ट्ज रेत की सामग्री को बढ़ाकर मोल्ड अनुपालन को बढ़ाता है। पतली दीवार वाली कास्टिंग को वैक्यूम सक्शन का उपयोग करके 100-200 डिग्री सेल्सियस तक गर्म किए गए सांचों में डाला जाता है, जो 0.2 मिमी मोटी तक गुहाओं को भरने की अनुमति देता है। मोटी दीवार वाली (10 मिमी से अधिक) कास्टिंग आटोक्लेव में सांचों को डालकर बनाई जाती है। इस मामले में धातु का क्रिस्टलीकरण 0.4-0.5 एमपीए के दबाव में किया जाता है।
शैल ढलाई
बढ़ी हुई सतह की सफाई, अधिक आयामी सटीकता और रेत कास्टिंग की तुलना में कम मशीनिंग के साथ सीमित आकार की कास्टिंग के धारावाहिक और बड़े पैमाने पर उत्पादन के लिए शेल कास्टिंग का उपयोग करने की सलाह दी जाती है।
शेल मोल्ड बंकर विधि का उपयोग करके गर्म (250-300 डिग्री सेल्सियस) धातु (स्टील) उपकरण का उपयोग करके बनाए जाते हैं। मॉडलिंग उपकरण 4-5वीं सटीकता कक्षाओं के अनुसार 0.5 से 1.5% तक मोल्डिंग ढलानों के साथ बनाए जाते हैं। गोले दो परतों से बने होते हैं: पहली परत 6-10% थर्मोसेटिंग राल वाले मिश्रण से होती है, दूसरी 2% राल वाले मिश्रण से होती है। शेल को बेहतर ढंग से हटाने के लिए, मॉडल प्लेट को रिलीज इमल्शन (5% सिलिकॉन तरल नंबर 5; मोल्डिंग रेत भरने से पहले 3%) की एक पतली परत से ढक दिया जाता है। कपड़े धोने का साबुन; 92% पानी)।
शैल साँचे के निर्माण के लिए, कम से कम 96% सिलिका युक्त महीन दाने वाली क्वार्ट्ज रेत का उपयोग किया जाता है। हिस्सों का कनेक्शन विशेष पिन प्रेस पर चिपकाकर किया जाता है। गोंद संरचना: 40% एमएफ17 राल; 60% मार्शलाइट और 1.5% एल्यूमीनियम क्लोराइड (हार्डनिंग)। एकत्रित सांचों को कंटेनरों में डाला जाता है। शेल सांचों में ढलाई करते समय, समान गेटिंग सिस्टम और तापमान की स्थिति, जैसे कि रेत ढलाई में।
शेल सांचों में धातु के क्रिस्टलीकरण की कम दर और दिशात्मक क्रिस्टलीकरण बनाने की छोटी संभावनाओं के कारण कच्चे रेत के सांचों में ढलाई की तुलना में कम गुणों वाली कास्टिंग का उत्पादन होता है।
मोम की ढलाई खो गई
लॉस्ट वैक्स कास्टिंग का उपयोग बढ़ी हुई सटीकता (3-5वीं कक्षा) और सतह की सफाई (4-6वीं खुरदरापन कक्षा) की कास्टिंग करने के लिए किया जाता है, जिसके लिए यह विधि एकमात्र संभव या इष्टतम है।
ज्यादातर मामलों में मॉडल स्थिर या रोटरी प्रतिष्ठानों पर धातु के सांचों (कास्ट और पूर्वनिर्मित) में दबाकर पेस्ट-जैसे पैराफिनोस्टेरिन (1: 1) रचनाओं से बनाए जाते हैं। 200 मिमी से बड़े आकार की जटिल कास्टिंग का उत्पादन करते समय, मॉडल विरूपण से बचने के लिए, पदार्थों को मॉडल द्रव्यमान में पेश किया जाता है जो उनके नरम (पिघलने) तापमान को बढ़ाते हैं।
हाइड्रोलाइज्ड एथिल सिलिकेट (30-40%) और डस्टेड क्वार्ट्ज (70-60%) का निलंबन सिरेमिक मोल्ड के निर्माण में दुर्दम्य कोटिंग के रूप में उपयोग किया जाता है। मॉडल ब्लॉक कैलक्लाइंड रेत 1KO16A या 1K025A से ढके हुए हैं। कोटिंग की प्रत्येक परत को हवा में 10-12 घंटे तक या अमोनिया वाष्प युक्त वातावरण में सुखाया जाता है। सिरेमिक फॉर्म की आवश्यक ताकत 4-6 मिमी (दुर्दम्य कोटिंग की 4-6 परतें) की शेल मोटाई के साथ हासिल की जाती है। मोल्ड में सुचारू रूप से भरने को सुनिश्चित करने के लिए, मोटे वर्गों और विशाल इकाइयों को धातु की आपूर्ति करने के लिए विस्तारित गेटिंग सिस्टम का उपयोग किया जाता है। कास्टिंग को आम तौर पर मोटे राइजर (फीडर) के माध्यम से एक विशाल राइजर से खिलाया जाता है। जटिल कास्टिंग के लिए, ऊपरी विशाल इकाइयों को रिसर से अनिवार्य रूप से भरने के साथ बड़े पैमाने पर लाभ का उपयोग करने की अनुमति है।

एल्युमीनियम है
सांचों से मॉडलों को पिघलाने का काम गर्म (85-90 डिग्री सेल्सियस) पानी, अम्लीयता में किया जाता है हाइड्रोक्लोरिक एसिड(0.5-1 सेमी3 प्रति लीटर पानी) स्टीयरिन के साबुनीकरण को रोकने के लिए। मॉडलों को पिघलाने के बाद, सिरेमिक सांचों को 1-2 घंटे के लिए 150-170 डिग्री सेल्सियस पर सुखाया जाता है, कंटेनरों में रखा जाता है, सूखे भराव के साथ कवर किया जाता है और 5-8 घंटों के लिए 600-700 डिग्री सेल्सियस पर कैलक्लाइंड किया जाता है। डालना ठंडे और गर्म रूपों में किया जाता है। सांचों का ताप तापमान (50-300 डिग्री सेल्सियस) ढलाई की दीवारों की मोटाई से निर्धारित होता है। सांचों को धातु से भरना सामान्य तरीके से किया जाता है, साथ ही वैक्यूम या केन्द्रापसारक बल का उपयोग किया जाता है। अधिकांश एल्यूमीनियम मिश्र धातुओं को डालने से पहले 720-750 डिग्री सेल्सियस तक गर्म किया जाता है।
ठंडा कास्टिंग
चिल कास्टिंग सीरियल और की मुख्य विधि है बड़े पैमाने पर उत्पादनएल्यूमीनियम मिश्र धातुओं से कास्टिंग, सतह खुरदरापन Rz = 50-20 और 3-4 मिमी की न्यूनतम दीवार मोटाई के साथ 4-6 सटीकता वर्गों की कास्टिंग प्राप्त करने की अनुमति देती है। ठंडे सांचे में ढलाई करते समय, सांचे की गुहा में पिघलने की गति की उच्च गति और दिशात्मक ठोसकरण (गैस सरंध्रता, ऑक्साइड फिल्म, संकोचन ढीलापन) की आवश्यकताओं के गैर-अनुपालन के कारण होने वाले दोषों के साथ, मुख्य प्रकार के दोष और कास्टिंग में अंडरफिलिंग और दरारें आ रही हैं। दरारों का दिखना कठिन संकोचन के कारण होता है। दरारें विशेष रूप से व्यापक क्रिस्टलीकरण रेंज और बड़े रैखिक संकोचन (1.25-1.35%) वाले मिश्र धातुओं से बने कास्टिंग में अक्सर होती हैं। इन दोषों के गठन की रोकथाम विभिन्न तकनीकी तरीकों से की जाती है।
मोटे खंडों में धातु की आपूर्ति के मामले में, आपूर्ति बॉस (लाभ) स्थापित करके आपूर्ति स्थल की पुनःपूर्ति प्रदान की जानी चाहिए। गेटिंग सिस्टम के सभी तत्व डाई कनेक्टर के साथ स्थित हैं। गेटिंग चैनलों के क्रॉस-सेक्शनल क्षेत्रों के निम्नलिखित अनुपात की सिफारिश की जाती है: छोटी कास्टिंग के लिए ईएफएसटी: ईएफएसएचएल: ईएफपिट = 1: 2: 3; बड़ी कास्टिंग के लिए EFst: EFsh: EFpit = 1: 3: 6।
मोल्ड गुहा में पिघले प्रवाह की दर को कम करने के लिए, घुमावदार राइजर, फाइबरग्लास या धातु की जाली और दानेदार फिल्टर का उपयोग किया जाता है। एल्यूमीनियम मिश्र धातु कास्टिंग की गुणवत्ता कास्टिंग मोल्ड की गुहा में पिघल की वृद्धि की दर पर निर्भर करती है। यह गति बढ़ी हुई गर्मी अपव्यय की स्थितियों के तहत कास्टिंग के पतले वर्गों को भरने की गारंटी देने के लिए पर्याप्त होनी चाहिए और साथ ही वेंटिलेशन नलिकाओं के माध्यम से हवा और गैसों की अपूर्ण रिहाई और लाभ, अशांति और पिघल के तेज बहाव के कारण अंडरफिलिंग का कारण नहीं बनना चाहिए। संकीर्ण खंडों से विस्तृत खंडों में संक्रमण। ठंडे सांचे में ढलाई करते समय सांचे की गुहा में धातु के बढ़ने की दर रेत के सांचे में ढलाई करते समय की तुलना में थोड़ी अधिक मानी जाती है। न्यूनतम अनुमेय उठाने की गति की गणना ए. ए. लेबेडेव और एन. एम. गैल्डिन के सूत्रों का उपयोग करके की जाती है (देखें खंड 5.1, "रेत कास्टिंग")।
घनी कास्टिंग प्राप्त करने के लिए, रेत कास्टिंग की तरह, मोल्ड में कास्टिंग को उचित रूप से स्थापित करके और गर्मी अपव्यय को समायोजित करके निर्देशित ठोसकरण बनाया जाता है। एक नियम के रूप में, बड़े पैमाने पर (मोटी) कास्टिंग इकाइयाँ साँचे के ऊपरी भाग में स्थित होती हैं। इससे सख्त होने के दौरान उनकी मात्रा में कमी की भरपाई सीधे उनके ऊपर स्थापित मुनाफे से करना संभव हो जाता है। दिशात्मक ठोसकरण बनाने के लिए गर्मी हटाने की तीव्रता को विनियमित करना कास्टिंग मोल्ड के विभिन्न वर्गों को ठंडा या इन्सुलेट करके किया जाता है। गर्मी हटाने को स्थानीय रूप से बढ़ाने के लिए, गर्मी-संचालन कप्रम से बने आवेषण का व्यापक रूप से उपयोग किया जाता है, वे पंखों के कारण चिल मोल्ड की शीतलन सतह में वृद्धि प्रदान करते हैं, और संपीड़ित हवा या पानी के साथ चिल मोल्ड की स्थानीय शीतलन करते हैं। गर्मी हटाने की तीव्रता को कम करने के लिए, चिल मोल्ड की कामकाजी सतह पर 0.1-0.5 मिमी मोटी पेंट की एक परत लगाई जाती है। इस प्रयोजन के लिए, गेटिंग चैनलों और मुनाफे की सतह पर 1-1.5 मिमी मोटी पेंट की एक परत लगाई जाती है। मोल्ड में धातु की शीतलन को धीमा करने को डाई दीवारों की स्थानीय मोटाई, कम तापीय चालकता के साथ विभिन्न कोटिंग्स के उपयोग और एस्बेस्टस स्टिकर के साथ मोल्ड के इन्सुलेशन के माध्यम से भी प्राप्त किया जा सकता है। चिल मोल्ड की कामकाजी सतह को पेंट करने से सुधार होता है उपस्थितिकास्टिंग, उनकी सतह पर गैस पॉकेट को खत्म करने में मदद करती है और सांचों के स्थायित्व को बढ़ाती है। पेंटिंग से पहले, ठंडे सांचों को 100-120 डिग्री सेल्सियस तक गर्म किया जाता है। अनावश्यक रूप से गर्मीगर्म करना अवांछनीय है, क्योंकि इससे कास्टिंग के जमने की दर और अवधि कम हो जाती है अंतिम तारीखशीतल सेवा. गर्म करने से कास्टिंग और मोल्ड के बीच तापमान का अंतर कम हो जाता है और कास्टिंग धातु द्वारा गर्म करने के कारण मोल्ड का विस्तार कम हो जाता है। परिणामस्वरूप, कास्टिंग में तन्य तनाव कम हो जाता है, उपस्थिति का कारण बनता हैदरारें हालाँकि, दरारों की संभावना को खत्म करने के लिए केवल सांचे को गर्म करना ही पर्याप्त नहीं है। साँचे से ढलाई को समय पर हटाना आवश्यक है। कास्टिंग को उस क्षण से पहले हटा दिया जाना चाहिए जब इसका तापमान डाई के तापमान के बराबर हो जाता है और संकोचन तनाव अपने उच्चतम मूल्य तक पहुंच जाता है। आमतौर पर कास्टिंग को उस समय हटा दिया जाता है जब यह इतनी मजबूत होती है कि इसे बिना विनाश (450-500 डिग्री सेल्सियस) के स्थानांतरित किया जा सकता है। इस बिंदु पर, गेटिंग प्रणाली ने अभी तक पर्याप्त ताकत हासिल नहीं की है और हल्के प्रभावों से नष्ट हो गई है। ढलाई को सांचे में रखने की अवधि जमने की दर से निर्धारित होती है और यह धातु के तापमान, सांचे के तापमान और डालने की गति पर निर्भर करती है।
धातु के आसंजन को खत्म करने, सेवा जीवन को बढ़ाने और हटाने की सुविधा के लिए, ऑपरेशन के दौरान धातु की छड़ों को चिकनाई दी जाती है। सबसे आम स्नेहक जल-ग्रेफाइट निलंबन (3-5% ग्रेफाइट) है।
सांचों के वे भाग जो ढलाई की बाहरी रूपरेखा बनाते हैं, भूरे रंग के बने होते हैं कच्चा लोहा. सांचों की दीवार की मोटाई GOST 16237-70 की सिफारिशों के अनुसार कास्टिंग की दीवार की मोटाई के आधार पर निर्धारित की जाती है। कास्टिंग में आंतरिक गुहाएँ धातु (स्टील) और रेत की छड़ों का उपयोग करके बनाई जाती हैं। रेत की छड़ों का उपयोग जटिल गुहाओं को बनाने के लिए किया जाता है जिन्हें धातु की छड़ों से नहीं बनाया जा सकता है। साँचे से कास्टिंग हटाने की सुविधा के लिए, कास्टिंग की बाहरी सतहों में भाग की ओर 30" से 3° का कास्टिंग ढलान होना चाहिए। आंतरिक सतहेंधातु की छड़ों से बनी ढलाई का ढलान कम से कम 6° होना चाहिए। कास्टिंग में, मोटे से पतले वर्गों में तेज बदलाव की अनुमति नहीं है। वक्रता त्रिज्या कम से कम 3 मिमी होनी चाहिए। छोटी ढलाई के लिए 8 मिमी, मध्यम के लिए 10 मिमी और बड़ी ढलाई के लिए 12 मिमी से अधिक व्यास वाले छेद छड़ों से बनाए जाते हैं। छेद की गहराई और व्यास का इष्टतम अनुपात 0.7-1 है।
पार्टिंग प्लेन में रखे गए वेंटिलेशन चैनलों और गहरी गुहाओं के पास दीवारों में लगाए गए प्लग का उपयोग करके डाई कैविटी से हवा और गैसों को हटा दिया जाता है।
आधुनिक फाउंड्रीज़ में, चिल मोल्ड्स को सिंगल-पोजीशन या मल्टी-पोजीशन सेमी-ऑटोमैटिक कास्टिंग मशीनों पर स्थापित किया जाता है, जिसमें चिल मोल्ड को बंद करना और खोलना, कोर को स्थापित करना और हटाना, मोल्ड से कास्टिंग को बाहर निकालना और हटाना स्वचालित होता है। . चिल मोल्ड के हीटिंग तापमान का स्वचालित नियंत्रण भी होता है। मशीनों पर ठंडा सांचों को भरने का काम डिस्पेंसर का उपयोग करके किया जाता है।
सांचों की पतली गुहाओं को भरने में सुधार करने और बाइंडरों के विनाश के दौरान निकलने वाली हवा और गैसों को हटाने के लिए, सांचों को खाली किया जाता है और कम दबाव में या केन्द्रापसारक बल का उपयोग करके भरा जाता है।
निचोड़ कास्टिंग
स्क्वीज़ कास्टिंग एक प्रकार की चिल कास्टिंग है। इसका उद्देश्य 2-3 मिमी की दीवार मोटाई के साथ बड़े आकार के पैनल-प्रकार की कास्टिंग (2500x1400 मिमी) का उत्पादन करना है। इस प्रयोजन के लिए, धातु के आधे-रूपों का उपयोग किया जाता है, जो आधे-रूपों के एक तरफा या दो-तरफा दृष्टिकोण के साथ विशेष कास्टिंग और दबाने वाली मशीनों पर लगाए जाते हैं। विशेष फ़ीचरइस कास्टिंग विधि में मोल्ड गुहा को पिघल के व्यापक प्रवाह के साथ जबरन भरना शामिल है क्योंकि मोल्ड के आधे भाग एक दूसरे के करीब आते हैं। कास्टिंग मोल्ड में पारंपरिक गेटिंग सिस्टम के तत्व नहीं होते हैं। डेटायह विधि मिश्र धातु AL2, AL4, AL9, AL34 से कास्टिंग का उत्पादन करती है, जिनकी क्रिस्टलीकरण सीमा संकीर्ण होती है।
पिघल की शीतलन दर को मोल्ड गुहा की कामकाजी सतह पर गर्मी-इन्सुलेट कोटिंग लगाने से नियंत्रित किया जाता है विभिन्न मोटाई(0.05-1 मिमी). डालने से पहले मिश्रधातुओं का ज़्यादा गर्म होना लिक्विडस तापमान से 15-20°C से अधिक नहीं होना चाहिए। अर्ध-रूपों के दृष्टिकोण की अवधि 5-3 सेकंड है।
कम दबाव वाली कास्टिंग
कम दबाव वाली कास्टिंग डाई कास्टिंग का एक और रूप है। इसका उपयोग संकीर्ण क्रिस्टलीकरण रेंज (AL2, AL4, AL9, AL34) के साथ एल्यूमीनियम मिश्र धातुओं से बड़े आकार की पतली दीवार वाली कास्टिंग के निर्माण में किया जाता है। चिल कास्टिंग की तरह, कास्टिंग की बाहरी सतहों को धातु के सांचे से बनाया जाता है, और आंतरिक गुहाओं को धातु या रेत की छड़ों से बनाया जाता है।
छड़ें बनाने के लिए, 55% 1K016A क्वार्ट्ज रेत से युक्त मिश्रण का उपयोग करें; 13.5% अर्ध-वसायुक्त रेत P01; 27% चूर्णित क्वार्टज़; 0.8% पेक्टिन गोंद; 3.2% राल एम और 0.5% मिट्टी का तेल। इस मिश्रण से यांत्रिक जलन नहीं होती है। धातु के साथ सांचों को भरना संपीड़ित, सूखी हवा (18-80 केपीए) के दबाव से किया जाता है, जो क्रूसिबल में पिघल की सतह पर आपूर्ति की जाती है, जिसे 720-750 डिग्री सेल्सियस तक गर्म किया जाता है। इस दबाव के प्रभाव में, पिघल को क्रूसिबल से धातु के तार में, और उससे गेटिंग सिस्टम में और आगे कास्टिंग मोल्ड की गुहा में धकेल दिया जाता है। कम दबाव वाली कास्टिंग का लाभ मोल्ड गुहा में धातु के बढ़ने की दर को स्वचालित रूप से नियंत्रित करने की क्षमता है, जो गुरुत्वाकर्षण के प्रभाव में कास्टिंग की तुलना में उच्च गुणवत्ता वाली पतली दीवार वाली कास्टिंग प्राप्त करना संभव बनाता है।
एक सांचे में मिश्रधातुओं का क्रिस्टलीकरण ठोस धातु की परत बनने से पहले 10-30 kPa के दबाव में और परत बनने के बाद 50-80 kPa के दबाव में किया जाता है।
सघन एल्यूमीनियम मिश्र धातु कास्टिंग कम दबाव वाले बैकप्रेशर कास्टिंग द्वारा निर्मित की जाती है। बैकप्रेशर कास्टिंग के दौरान मोल्ड कैविटी को क्रूसिबल और मोल्ड (10-60 kPa) में दबाव के अंतर के कारण भरा जाता है। सांचे में धातु का क्रिस्टलीकरण 0.4-0.5 एमपीए के दबाव में किया जाता है। यह धातु में घुले हाइड्रोजन के निकलने और गैस छिद्रों के निर्माण को रोकता है। उच्च रक्तचापको बढ़ावा देता है बेहतर पोषणबड़े पैमाने पर कास्टिंग इकाइयाँ। अन्यथा, बैक प्रेशर कास्टिंग तकनीक कम दबाव कास्टिंग तकनीक से अलग नहीं है।
बैक प्रेशर कास्टिंग कम दबाव कास्टिंग और दबाव क्रिस्टलीकरण के लाभों को सफलतापूर्वक जोड़ती है।
अंतः क्षेपण ढलाई
एल्यूमीनियम मिश्र धातु AL2, ALZ, AL1, ALO, AL11, AL13, AL22, AL28, AL32, AL34 से इंजेक्शन मोल्डिंग द्वारा, 1 मिमी और उससे अधिक की दीवार मोटाई के साथ 1-3 सटीकता वर्गों की जटिल कॉन्फ़िगरेशन कास्टिंग का उत्पादन किया जाता है, जिसमें छेद डाले जाते हैं 1.2 मिमी तक का व्यास, बाहरी और आंतरिक धागे को 1 मिमी की न्यूनतम पिच और 6 मिमी के व्यास के साथ डालें। ऐसी कास्टिंग की सतह की सफाई खुरदरापन वर्ग 5-8 से मेल खाती है। ऐसी कास्टिंग का उत्पादन 30-70 एमपीए के विशिष्ट दबाव दबाव के साथ ठंडे क्षैतिज या ऊर्ध्वाधर दबाव कक्षों वाली मशीनों पर किया जाता है। क्षैतिज दबाव कक्ष वाली मशीनों को प्राथमिकता दी जाती है।
कास्टिंग के आयाम और वजन इंजेक्शन मोल्डिंग मशीनों की क्षमताओं द्वारा सीमित हैं: दबाने वाले कक्ष की मात्रा, विशिष्ट दबाव दबाव (पी) और लॉकिंग बल (0)। चल मोल्ड प्लेट पर कास्टिंग, स्प्रू चैनल और प्रेसिंग चैंबर का प्रक्षेपण क्षेत्र (एफ) सूत्र एफ = 0.85 0/आर द्वारा निर्धारित मूल्यों से अधिक नहीं होना चाहिए।
बाहरी सतहों के लिए इष्टतम ढलान मान 45° हैं; आंतरिक 1° के लिए. वक्रों की न्यूनतम त्रिज्या 0.5-1 मिमी है। 2.5 मिमी व्यास से बड़े छेद कास्टिंग द्वारा बनाए जाते हैं। एल्यूमीनियम मिश्र धातु से बने कास्टिंग, एक नियम के रूप में, केवल बैठने की सतहों के साथ मशीनीकृत किए जाते हैं। प्रसंस्करण भत्ता कास्टिंग के आयामों को ध्यान में रखते हुए सौंपा गया है और 0.3 से 1 मिमी तक है।
साँचे के निर्माण के लिए उपयोग किया जाता है विभिन्न सामग्रियां. तरल धातु के संपर्क में आने वाले सांचों के हिस्से स्टील 3Х2В8, 4Х8В2, 4ХВ2С से बने होते हैं, बन्धन प्लेटें और मैट्रिक्स पिंजरे बने होते हैं स्टील्स 35, 45, 50, पिन, बुशिंग और गाइड कॉलम - U8A स्टील से बने।
मोल्ड गुहा में धातु की आपूर्ति बाहरी और आंतरिक गेटिंग सिस्टम का उपयोग करके की जाती है। फीडरों को कास्टिंग के उन क्षेत्रों में लाया जाता है जो मशीनिंग के अधीन हैं। उनकी मोटाई आपूर्ति के बिंदु पर कास्टिंग दीवार की मोटाई के आधार पर निर्धारित की जाती है किसी दिए गए स्वभाव कासांचे को भरना. यह निर्भरता फीडर की मोटाई और कास्टिंग दीवार की मोटाई के अनुपात से निर्धारित होती है। यदि अनुपात एकता के करीब है, तो अशांति या हवा के फंसने के बिना, सांचों को आसानी से भरना होता है। 2 मिमी तक की दीवार मोटाई वाली कास्टिंग के लिए। फीडरों की मोटाई 0.8 मिमी है; 3 मिमी की दीवार मोटाई के साथ। फीडरों की मोटाई 1.2 मिमी है; 4-6 मिमी-2 मिमी की दीवार मोटाई के साथ।
पिघल के पहले भाग को प्राप्त करने के लिए, वायु समावेशन से समृद्ध, विशेष वाशिंग टैंक को मोल्ड गुहा के पास रखा जाता है, जिसकी मात्रा कास्टिंग की मात्रा के 20 - 40% तक पहुंच सकती है। वॉशर चैनलों द्वारा मोल्ड कैविटी से जुड़े होते हैं जिनकी मोटाई फीडर की मोटाई के बराबर होती है। हवा और गैस को विशेष वेंटिलेशन चैनलों और छड़ों (इजेक्टर) और मोल्ड मैट्रिक्स के बीच अंतराल के माध्यम से मोल्ड गुहा से हटा दिया जाता है। वेंटिलेशन चैनल मोल्ड के स्थिर भाग पर कनेक्टर के विमान में, साथ ही चल छड़ और इजेक्टर के साथ बनाए जाते हैं। एल्यूमीनियम मिश्र धातु कास्टिंग करते समय वेंटिलेशन नलिकाओं की गहराई 0.05-0.15 मिमी ली जाती है, और वेंटिलेशन में सुधार के लिए चौड़ाई 10-30 मिमी होती है, वॉशर गुहा के मोल्ड पतले चैनल(0.2-0.5 मिमी) वायुमंडल से जुड़े हुए हैं।
इंजेक्शन मोल्डिंग द्वारा प्राप्त कास्टिंग के मुख्य दोष वायु (गैस) सबकोर्टिकल सरंध्रता हैं, जो मोल्ड गुहा में धातु के प्रवेश की उच्च गति पर हवा के फंसने और थर्मल इकाइयों में सिकुड़न सरंध्रता (या गुहाओं) के कारण होता है। इन दोषों का गठन कास्टिंग तकनीक के मापदंडों, दबाने की गति, दबाने के दबाव और मोल्ड की थर्मल स्थितियों से काफी प्रभावित होता है।
दबाने की गति मोल्ड को भरने का तरीका निर्धारित करती है। दबाने की गति जितनी अधिक होगी, गेटिंग चैनलों के माध्यम से पिघलने की गति उतनी ही अधिक होगी, मोल्ड गुहा में पिघल के प्रवेश की गति उतनी ही अधिक होगी। उच्च दबाने की गति इसमें योगदान करती है बेहतर भरनापतली और लम्बी गुहाएँ। साथ ही, वे धातु को हवा में फंसाने और सबकोर्टिकल सरंध्रता बनाने का कारण बनते हैं। एल्यूमीनियम मिश्र धातुओं की कास्टिंग करते समय, उच्च दबाव गति का उपयोग केवल जटिल पतली दीवार वाली कास्टिंग के उत्पादन के लिए किया जाता है। बड़ा प्रभावदबाव डालने से कास्टिंग की गुणवत्ता प्रभावित होती है। जैसे-जैसे यह बढ़ता है, कास्टिंग का घनत्व बढ़ता है।
दबाव के दबाव का परिमाण आम तौर पर मशीन के लॉकिंग बल के परिमाण से सीमित होता है, जो चल मैट्रिक्स (पीएफ) पर धातु द्वारा लगाए गए दबाव से अधिक होना चाहिए। इसलिए, मोटी दीवार वाली कास्टिंग की स्थानीय प्री-प्रेसिंग, जिसे "अशीगई प्रक्रिया" के रूप में जाना जाता है, बहुत रुचि प्राप्त कर रही है। बड़े-खंड फीडरों के माध्यम से सांचों की गुहा में धातु के प्रवेश की कम गति और डबल प्लंजर का उपयोग करके क्रिस्टलीकरण पिघल के प्रभावी पूर्व-दबाव से घने कास्टिंग प्राप्त करना संभव हो जाता है।
कास्टिंग की गुणवत्ता पर उल्लेखनीय प्रभावमिश्र धातु के तापमान और आकार पर भी प्रभाव पड़ता है। सरल विन्यास की मोटी दीवार वाली कास्टिंग का उत्पादन करते समय, पिघल को लिक्विडस तापमान से 20-30 डिग्री सेल्सियस नीचे के तापमान पर डाला जाता है। पतली दीवार वाली कास्टिंग के लिए लिक्विडस तापमान से 10-15 डिग्री सेल्सियस ऊपर सुपरहीट किए गए पिघल के उपयोग की आवश्यकता होती है। सिकुड़न तनाव के परिमाण को कम करने और कास्टिंग में दरारें बनने से रोकने के लिए, डालने से पहले सांचों को गर्म किया जाता है। अनुशंसित निम्नलिखित तापमानगरम करना:
ढलाई दीवार की मोटाई, मिमी 1-2 2-3 3-5 5-8
तापन तापमान
सांचे, डिग्री सेल्सियस 250—280 200—250 160—200 120—160
थर्मल शासन की स्थिरता सांचों को गर्म करने (इलेक्ट्रिक) या ठंडा करने (पानी) द्वारा सुनिश्चित की जाती है।
सांचों की कामकाजी सतह को चिपकने और पिघलने के क्षरणकारी प्रभावों से बचाने के लिए, कोर को हटाते समय घर्षण को कम करने और कास्टिंग को हटाने की सुविधा के लिए, सांचों को चिकनाई दी जाती है। इस प्रयोजन के लिए, वसायुक्त (ग्रेफाइट या एल्यूमीनियम पाउडर के साथ तेल) या जलीय (नमक समाधान, कोलाइडल ग्रेफाइट पर आधारित जलीय तैयारी) स्नेहक का उपयोग किया जाता है।
वैक्यूम मोल्ड के साथ कास्टिंग करने पर एल्यूमीनियम मिश्र धातु कास्टिंग का घनत्व काफी बढ़ जाता है। ऐसा करने के लिए, मोल्ड को एक सीलबंद आवरण में रखा जाता है, जिसमें आवश्यक वैक्यूम बनाया जाता है। अच्छे परिणाम"ऑक्सीजन प्रक्रिया" का उपयोग करके प्राप्त किया जा सकता है। ऐसा करने के लिए, मोल्ड गुहा में हवा को ऑक्सीजन से बदल दिया जाता है। मोल्ड गुहा में धातु के प्रवेश के उच्च वेग पर, पिघल द्वारा ऑक्सीजन को पकड़ने के कारण, कास्टिंग में सबकोर्टिकल पोरसिटी नहीं बनती है, क्योंकि सभी फंसे हुए ऑक्सीजन को बारीक बिखरे हुए एल्यूमीनियम ऑक्साइड के निर्माण पर खर्च किया जाता है, जो महत्वपूर्ण रूप से प्रभावित नहीं करता है यांत्रिक विशेषताएंकास्टिंग्स ऐसी कास्टिंग को ताप उपचार के अधीन किया जा सकता है।
तकनीकी आवश्यकताओं के आधार पर, एल्यूमीनियम मिश्र धातु की ढलाई की जा सकती है विभिन्न प्रकार केनियंत्रण: आंतरिक दोषों का पता लगाने के लिए एक्स-रे, गामा दोष का पता लगाना या अल्ट्रासाउंड; आयामी विचलन निर्धारित करने के लिए चिह्न; सतह की दरारों का पता लगाने के लिए ल्यूमिनसेंट; जकड़न का आकलन करने के लिए हाइड्रो- या वायवीय नियंत्रण। सूचीबद्ध प्रकार के नियंत्रण की आवृत्ति निर्दिष्ट है तकनीकी निर्देशया संयंत्र के मुख्य धातुकर्मी के विभाग द्वारा निर्धारित किया जाता है। पहचाने गए दोष, यदि तकनीकी विशिष्टताओं द्वारा अनुमति दी जाती है, तो वेल्डिंग या संसेचन द्वारा समाप्त कर दिए जाते हैं। आर्गन-आर्क वेल्डिंग का उपयोग अंडरफिल, कैविटी और ढीली दरारों की वेल्डिंग के लिए किया जाता है। वेल्डिंग से पहले, दोषपूर्ण क्षेत्र को काट दिया जाता है ताकि खांचे की दीवारों का ढलान 30 - 42° हो। कास्टिंग को 300-350C तक स्थानीय या सामान्य हीटिंग के अधीन किया जाता है। स्थानीय तापन ऑक्सीजन-एसिटिलीन लौ के साथ किया जाता है, सामान्य तापन कक्ष भट्टियों में किया जाता है। वेल्डिंग उन्हीं मिश्र धातुओं से की जाती है जिनसे कास्टिंग की जाती है, जिसमें 2-6 मिमी के व्यास के साथ गैर-उपभोज्य टंगस्टन इलेक्ट्रोड का उपयोग किया जाता है। उपभोगआर्गन 5-12 एल/मिनट। वेल्डिंग करंट आमतौर पर प्रति 1 मिमी इलेक्ट्रोड व्यास पर 25-40 ए होता है।
संसेचन द्वारा कास्टिंग में सरंध्रता समाप्त हो जाती है बेक्लाइट वार्निश, डामर वार्निश, सुखाने वाला तेल या तरल ग्लास। विरल वातावरण (1.3-6.5 केपीए) में कास्टिंग के प्रारंभिक प्रदर्शन के साथ 490-590 केपीए के दबाव में विशेष बॉयलरों में संसेचन किया जाता है। संसेचन द्रव का तापमान 100°C पर बनाए रखा जाता है। संसेचन के बाद, कास्टिंग को 65-200 डिग्री सेल्सियस पर सुखाया जाता है, जिसके दौरान संसेचन तरल कठोर हो जाता है, और फिर से निरीक्षण किया जाता है।

एल्युमीनियम है
एल्यूमीनियम का अनुप्रयोग
व्यापक रूप से निर्माण सामग्री के रूप में उपयोग किया जाता है। इस गुणवत्ता में एल्यूमीनियम के मुख्य लाभ हैं हल्कापन, मुद्रांकन के लिए लचीलापन, संक्षारण प्रतिरोध (हवा में, एल्यूमीनियम तुरंत एक टिकाऊ Al2O3 फिल्म से ढका होता है, जो इसके आगे ऑक्सीकरण को रोकता है), उच्च तापीय चालकता, और इसके यौगिकों की गैर-विषाक्तता। विशेष रूप से, इन गुणों ने एल्यूमीनियम को विनिर्माण क्षेत्र में बेहद लोकप्रिय बना दिया है रसोई के बर्तन, खाद्य उद्योग में और पैकेजिंग के लिए एल्यूमीनियम पन्नी।



एक संरचनात्मक सामग्री के रूप में एल्यूमीनियम का मुख्य नुकसान इसकी कम ताकत है, इसलिए इसे मजबूत करने के लिए इसे आमतौर पर मिश्र धातु के साथ मिलाया जाता है एक छोटी राशिक्यूप्रम और मैग्नीशियम (मिश्र धातु को ड्यूरालुमिन कहा जाता है)।
एल्यूमीनियम की विद्युत चालकता क्यूप्रम की तुलना में केवल 1.7 गुना कम है, जबकि एल्यूमीनियम प्रति किलोग्राम लगभग 4 गुना सस्ता है, लेकिन इसके 3.3 गुना कम घनत्व के कारण, समान प्रतिरोध प्राप्त करने के लिए इसे लगभग 2 गुना कम वजन की आवश्यकता होती है। इसलिए, इसका व्यापक रूप से विद्युत इंजीनियरिंग में तारों के निर्माण, उनके परिरक्षण और यहां तक कि माइक्रोइलेक्ट्रॉनिक में चिप्स में कंडक्टर के निर्माण के लिए उपयोग किया जाता है। क्यूप्रम (63 1/ओम) की तुलना में एल्यूमीनियम की कम विद्युत चालकता (37 1/ओम) की भरपाई एल्यूमीनियम कंडक्टरों के क्रॉस-सेक्शन को बढ़ाकर की जाती है। विद्युत सामग्री के रूप में एल्युमीनियम का नुकसान एक मजबूत ऑक्साइड फिल्म की उपस्थिति है, जो सोल्डरिंग को मुश्किल बना देता है।
इसके गुणों के जटिल होने के कारण, इसका व्यापक रूप से हीटिंग उपकरण में उपयोग किया जाता है।
एल्युमीनियम और इसके मिश्र धातु अत्यंत निम्न तापमान पर भी मजबूती बनाए रखते हैं। इसके कारण क्रायोजेनिक तकनीक में इसका व्यापक रूप से उपयोग किया जाता है।
उच्च परावर्तनशीलता, कम लागत और जमाव में आसानी के साथ, एल्यूमीनियम को दर्पण बनाने के लिए एक आदर्श सामग्री बनाती है।
उत्पादन में निर्माण सामग्रीगैस बनाने वाले एजेंट के रूप में।
एल्युमिनाइजिंग स्टील और अन्य मिश्र धातुओं को संक्षारण और स्केल प्रतिरोध प्रदान करता है, उदाहरण के लिए, पिस्टन आंतरिक दहन इंजन के वाल्व, टरबाइन ब्लेड, तेल उत्पादन रिग, हीट एक्सचेंज उपकरण, और गैल्वनाइजिंग की जगह भी लेता है।
एल्यूमीनियम सल्फाइड का उपयोग हाइड्रोजन सल्फाइड के उत्पादन के लिए किया जाता है।
फोमयुक्त एल्यूमीनियम को विशेष रूप से मजबूत और हल्के पदार्थ के रूप में विकसित करने के लिए अनुसंधान चल रहा है।
थर्माइट के एक घटक के रूप में, एलुमिनोथर्मी के लिए मिश्रण
एल्युमीनियम का उपयोग दुर्लभ धातुओं को उनके ऑक्साइड या हैलाइड से पुनर्प्राप्त करने के लिए किया जाता है।
एल्युमीनियम है एक महत्वपूर्ण घटकअनेक मिश्रधातुएँ। उदाहरण के लिए, एल्यूमीनियम कांस्य में मुख्य घटक तांबा और एल्यूमीनियम हैं। मैग्नीशियम मिश्रधातुओं में, एल्यूमीनियम का उपयोग अक्सर एक योज्य के रूप में किया जाता है। विद्युत ताप उपकरणों में सर्पिल के निर्माण के लिए, फेक्रल (Fe, Cr, Al) का उपयोग किया जाता है (अन्य मिश्र धातुओं के साथ)।

एल्युमिनियम कॉफ़ी" ऊँचाई = "449" src = "/चित्र/निवेश/img920791_21_Klassicheskiy_italyanskiy_proizvoditel_kofe_iz_alyuminiya.jpg" शीर्षक = "21। क्लासिक इतालवी एल्यूमीनियम कॉफी निर्माता" width="376" />!}
जब एल्युमीनियम बहुत महंगा था, तो इससे विभिन्न प्रकार के आभूषण बनाए जाते थे। इस प्रकार, नेपोलियन III ने एल्यूमीनियम बटन का आदेश दिया, और 1889 में दिमित्री इवानोविच मेंडेलीव को सोने और एल्यूमीनियम से बने कटोरे के साथ तराजू भेंट किया गया। उनके लिए फैशन तुरंत पारित हो गया जब इसके उत्पादन के लिए नई प्रौद्योगिकियां (विकास) सामने आईं, जिससे लागत कई गुना कम हो गई। आजकल, पोशाक आभूषणों के उत्पादन में कभी-कभी एल्युमीनियम का उपयोग किया जाता है।


जापान में, पारंपरिक गहनों के उत्पादन में एल्युमीनियम का उपयोग किया जाता है।
एल्यूमीनियम और इसके यौगिकों का उपयोग दो-प्रणोदक रॉकेट प्रणोदक में अत्यधिक कुशल प्रणोदक के रूप में और ठोस रॉकेट प्रणोदक में एक दहनशील घटक के रूप में किया जाता है। रॉकेट ईंधन के रूप में निम्नलिखित एल्यूमीनियम यौगिक सबसे अधिक व्यावहारिक रुचि के हैं:
ठोस रॉकेट प्रणोदक में ईंधन के रूप में पाउडर एल्यूमीनियम। इसका उपयोग हाइड्रोकार्बन में पाउडर और सस्पेंशन के रूप में भी किया जाता है।
एल्युमीनियम हाइड्राइड.
एल्युमीनियम बोरानेट.
ट्राइमिथाइलएल्युमिनियम।
ट्राइएथिलएल्युमिनियम।
ट्राइप्रोपिलैलुमिनियम।
ट्राइएथिलएल्युमिनियम (आमतौर पर ट्राइएथिलबोरोन के साथ) का उपयोग रॉकेट इंजनों में रासायनिक प्रज्वलन (अर्थात प्रारंभिक ईंधन के रूप में) के लिए भी किया जाता है, क्योंकि यह स्वचालित रूप से ऑक्सीजन गैस में प्रज्वलित होता है।
इसका हल्का विषैला प्रभाव होता है, लेकिन कई पानी में घुलनशील अकार्बनिक एल्युमीनियम यौगिक घुली हुई अवस्था में रहते हैं लंबे समय तकऔर प्रदान कर सकता है हानिकारक प्रभावमनुष्यों और गर्म खून वाले जानवरों पर पेय जल. सबसे जहरीले क्लोराइड, नाइट्रेट, एसीटेट, सल्फेट्स आदि हैं। मनुष्यों के लिए, एल्यूमीनियम यौगिकों (मिलीग्राम/किग्रा शरीर का वजन) की निम्नलिखित खुराक निगलने पर विषाक्त प्रभाव डालती है:
एल्यूमीनियम एसीटेट - 0.2-0.4;
एल्यूमीनियम हाइड्रॉक्साइड - 3.7-7.3;
एल्युमीनियम फिटकरी - 2.9.
मुख्य रूप से प्रभावित करता है तंत्रिका तंत्र(तंत्रिका ऊतक में जमा हो जाता है, जिससे केंद्रीय तंत्रिका तंत्र के गंभीर विकार हो जाते हैं)। हालाँकि, एल्यूमीनियम की न्यूरोटॉक्सिसिटी का अध्ययन 1960 के दशक के मध्य से किया जा रहा है, क्योंकि मानव शरीर में धातु के संचय को इसके उन्मूलन तंत्र द्वारा रोका जाता है। में सामान्य स्थितियाँप्रति दिन 15 मिलीग्राम तक तत्व मूत्र में उत्सर्जित हो सकता है। तदनुसार, सबसे अधिक नकारात्मक प्रभाव विकलांग लोगों में देखा जाता है उत्सर्जन कार्यकिडनी
कुछ जैविक अध्ययनों के अनुसार, मानव शरीर में एल्युमीनियम के सेवन को अल्जाइमर रोग के विकास का एक कारक माना गया था, लेकिन बाद में इन अध्ययनों की आलोचना की गई और एक और दूसरे के बीच संबंध के निष्कर्ष का खंडन किया गया।
एल्यूमीनियम की भू-रासायनिक विशेषताएं ऑक्सीजन के लिए इसकी उच्च आत्मीयता से निर्धारित होती हैं खनिजएल्यूमीनियम ऑक्सीजन ऑक्टाहेड्रा और टेट्राहेड्रा में शामिल है), निरंतर वैलेंस (3), अधिकांश प्राकृतिक यौगिकों की कम घुलनशीलता। मैग्मा के जमने और आग्नेय चट्टानों के निर्माण के दौरान अंतर्जात प्रक्रियाओं में एल्युमीनियम शामिल होता है क्रिस्टल लैटिसफेल्डस्पार, अभ्रक और अन्य खनिज - एल्युमिनोसिलिकेट्स। जीवमंडल में, एल्युमीनियम एक कमजोर प्रवासी है; यह जीवों और जलमंडल में दुर्लभ है। आर्द्र जलवायु में, जहां प्रचुर वनस्पति के विघटित अवशेष कई कार्बनिक अम्ल बनाते हैं, एल्युमीनियम मिट्टी और पानी में ऑर्गेनोमिनरल कोलाइडल यौगिकों के रूप में स्थानांतरित होता है; एल्युमीनियम कोलाइड्स द्वारा अवशोषित होता है और मिट्टी के निचले हिस्से में जमा हो जाता है। एल्यूमीनियम और सिलिकॉन के बीच का बंधन आंशिक रूप से टूट जाता है और उष्णकटिबंधीय में कुछ स्थानों पर खनिज बनते हैं - एल्यूमीनियम हाइड्रॉक्साइड्स - बोहेमाइट, डायस्पोर्स, हाइड्रार्जिलाइट। अधिकांश एल्युमीनियम एल्युमिनोसिलिकेट्स - काओलिनाइट, बीडेलाइट और अन्य मिट्टी के खनिजों का हिस्सा है। कमजोर गतिशीलता आर्द्र उष्णकटिबंधीय क्षेत्रों की अपक्षय परत में एल्यूमीनियम के अवशिष्ट संचय को निर्धारित करती है। इसके फलस्वरूप जलोढ़ बॉक्साइट बनता है। पिछले भूवैज्ञानिक युगों में, बॉक्साइट उष्णकटिबंधीय क्षेत्रों में झीलों और समुद्र के तटीय क्षेत्रों में भी जमा हुआ था (उदाहरण के लिए, कजाकिस्तान के तलछटी बॉक्साइट)। मैदानों और रेगिस्तानों में, जहां बहुत कम जीवित पदार्थ हैं और पानी तटस्थ और क्षारीय हैं, एल्यूमीनियम लगभग पलायन नहीं करता है। एल्युमीनियम का प्रवासन ज्वालामुखीय क्षेत्रों में सबसे अधिक ऊर्जावान होता है, जहां अत्यधिक अम्लीय नदी और एल्युमीनियम से भरपूर भूजल देखा जाता है। उन स्थानों पर जहां अम्लीय पानी क्षारीय समुद्री जल (नदियों और अन्य के मुहाने पर) के साथ मिश्रित होता है, बॉक्साइट जमा के निर्माण के साथ एल्युमीनियम अवक्षेपित हो जाता है।
एल्युमीनियम जानवरों और पौधों के ऊतकों का हिस्सा है; स्तनधारियों के अंगों में 10-3 से 10-5% एल्युमीनियम (कच्चे आधार पर) पाया जाता है। एल्युमिनियम लीवर, अग्न्याशय और में जमा हो जाता है थाइरॉयड ग्रंथियाँ. पादप उत्पादों में, एल्युमीनियम की मात्रा 4 मिलीग्राम प्रति 1 किलोग्राम शुष्क पदार्थ (आलू) से लेकर 46 मिलीग्राम (पीली शलजम) तक होती है, पशु मूल के उत्पादों में - 4 मिलीग्राम (शहद) से 72 मिलीग्राम प्रति 1 किलोग्राम शुष्क पदार्थ ( ). दैनिक मानव आहार में एल्युमीनियम की मात्रा 35-40 मिलीग्राम तक पहुँच जाती है। एल्युमीनियम को सांद्रित करने वाले जीव जाने जाते हैं, उदाहरण के लिए, मॉस (लाइकोपोडियासी), जिनकी राख में 5.3% तक एल्युमीनियम होता है, और मोलस्क (हेलिक्स और लिथोरिना), जिनकी राख में 0.2-0.8% एल्युमीनियम होता है। फॉस्फेट के साथ अघुलनशील यौगिक बनाकर, एल्यूमीनियम पौधों (जड़ों द्वारा फॉस्फेट का अवशोषण) और जानवरों (आंतों में फॉस्फेट का अवशोषण) के पोषण को बाधित करता है।
मुख्य खरीदार विमानन है. विमान के सबसे भारी भार वाले तत्व (त्वचा, शक्ति सुदृढीकरण) ड्यूरालुमिन से बने होते हैं। और इस मिश्रधातु को अंतरिक्ष में ले जाया गया। और वह चंद्रमा पर भी गया और पृथ्वी पर लौट आया। और स्टेशन "लूना", "वीनस", "मार्स", ब्यूरो के डिजाइनरों द्वारा बनाए गए, जो लंबे सालजॉर्जी निकोलाइविच बाबाकिन (1914-1971) के नेतृत्व में, वे एल्यूमीनियम मिश्र धातुओं के बिना नहीं रह सकते थे।
एल्यूमीनियम - मैंगनीज और एल्यूमीनियम - मैग्नीशियम (एएमटीएस और एएमजी) प्रणालियों के मिश्र धातु उच्च गति वाली "मिसाइलों" और "उल्का" - हाइड्रोफॉइल के पतवार के लिए मुख्य सामग्री हैं।
लेकिन एल्यूमीनियम मिश्र धातुओं का उपयोग न केवल अंतरिक्ष, विमानन, समुद्री और नदी परिवहन में किया जाता है। भूमि परिवहन में भी एल्युमीनियम की मजबूत स्थिति है। के बारे में व्यापक उपयोगऑटोमोटिव उद्योग में एल्यूमीनियम का संकेत ऐसे आंकड़ों से मिलता है। 1948 में, प्रति एक 3.2 किलोग्राम एल्यूमीनियम का उपयोग किया गया था, 1958 में - 23.6, 1968 में - 71.4, और आज यह आंकड़ा 100 किलोग्राम से अधिक है। एल्यूमीनियम दिखाई दिया और रेलवे परिवहन. और सुपर एक्सप्रेस "रूसी ट्रोइका" 50% से अधिक एल्यूमीनियम मिश्र धातु से बना है।
निर्माण में एल्युमीनियम का प्रयोग तेजी से हो रहा है। नई इमारतें अक्सर एल्यूमीनियम-आधारित मिश्र धातुओं से बने मजबूत और हल्के बीम, फर्श, कॉलम, रेलिंग, बाड़ और वेंटिलेशन सिस्टम तत्वों का उपयोग करती हैं। में पिछले साल काकई सार्वजनिक भवनों और खेल परिसरों के निर्माण में एल्यूमीनियम मिश्र धातुओं का उपयोग किया गया था। एल्युमीनियम को छत सामग्री के रूप में उपयोग करने का प्रयास किया जा रहा है। ऐसी छत कार्बन डाइऑक्साइड, सल्फर यौगिकों, नाइट्रोजन यौगिकों और अन्य हानिकारक अशुद्धियों की अशुद्धियों से डरती नहीं है जो छत के लोहे के वायुमंडलीय संक्षारण को काफी बढ़ा देती है।
एल्यूमीनियम-सिलिकॉन प्रणाली के मिश्र धातु सिलुमिन का उपयोग कास्टिंग मिश्र धातु के रूप में किया जाता है। ऐसे मिश्र धातुओं में अच्छी तरलता होती है, वे कास्टिंग में कम संकोचन और पृथक्करण (विषमता) देते हैं, जिससे कास्टिंग द्वारा सबसे जटिल कॉन्फ़िगरेशन के हिस्सों का उत्पादन करना संभव हो जाता है, उदाहरण के लिए, इंजन हाउसिंग, पंप इम्पेलर, उपकरण हाउसिंग, आंतरिक दहन इंजन ब्लॉक, पिस्टन , सिलेंडर हेड और जैकेट पिस्टन इंजन।
पतन के लिए लड़ो लागतएल्यूमीनियम मिश्र धातु भी सफल रही है। उदाहरण के लिए, सिलुमिन एल्युमीनियम से 2 गुना सस्ता है। आमतौर पर यह दूसरा तरीका है - मिश्र धातु अधिक महंगी होती है (मिश्र धातु प्राप्त करने के लिए, आपको एक शुद्ध आधार प्राप्त करने की आवश्यकता होती है, और फिर मिश्र धातु प्राप्त करने के लिए इसे मिश्रित करना पड़ता है)। 1976 में, निप्रॉपेट्रोस एल्युमीनियम प्लांट के सोवियत धातुकर्मियों ने एलुमिनोसिलिकेट्स से सीधे सिलुमिन को गलाने में महारत हासिल की।
इलेक्ट्रिकल इंजीनियरिंग में एल्युमीनियम लंबे समय से जाना जाता है। हालाँकि, हाल तक, एल्यूमीनियम का अनुप्रयोग बिजली लाइनों और, दुर्लभ मामलों में, बिजली केबलों तक ही सीमित था। केबल उद्योग पर तांबे का प्रभुत्व था नेतृत्व करना. केबल संरचना के प्रवाहकीय तत्व क्यूप्रम से बने होते थे, और धातु आवरण से बना होता था नेतृत्व करनाया सीसा आधारित मिश्र धातु। कई दशकों तक (केबल कोर की सुरक्षा के लिए लेड शीथ पहली बार 1851 में प्रस्तावित किया गया था) केबल शीथ के लिए एकमात्र धातु सामग्री थी। वह इस भूमिका में उत्कृष्ट हैं, लेकिन कमियों से रहित नहीं - उच्च घनत्व, कम ताकत और कमी; ये केवल मुख्य हैं जिन्होंने लोगों को अन्य धातुओं की तलाश करने के लिए मजबूर किया जो पर्याप्त रूप से सीसे की जगह ले सकती हैं।
यह एल्यूमीनियम निकला। इस भूमिका में उनकी सेवा की शुरुआत 1939 में मानी जा सकती है, और काम 1928 में शुरू हुआ। हालाँकि, केबल प्रौद्योगिकी में एल्यूमीनियम के उपयोग में एक गंभीर बदलाव 1948 में हुआ, जब एल्यूमीनियम शीथ के निर्माण की तकनीक विकसित और महारत हासिल की गई।
तांबा भी कई दशकों तक विद्युत धारा प्रवाहित करने वाले कंडक्टरों के निर्माण के लिए एकमात्र धातु रहा है। तांबे की जगह लेने वाली सामग्रियों पर शोध से पता चला है कि ऐसी धातु एल्यूमीनियम होनी चाहिए और हो सकती है। इसलिए, अनिवार्य रूप से अलग-अलग उद्देश्यों वाली दो धातुओं के बजाय, एल्यूमीनियम ने केबल प्रौद्योगिकी में प्रवेश किया।
इस प्रतिस्थापन के कई फायदे हैं। सबसे पहले, एक तटस्थ कंडक्टर के रूप में एल्यूमीनियम खोल का उपयोग करने की संभावना का मतलब महत्वपूर्ण धातु बचत और वजन में कमी है। दूसरे, उच्च शक्ति. तीसरा, यह स्थापना की सुविधा देता है, परिवहन लागत कम करता है, केबल लागत कम करता है, आदि।
एल्युमीनियम तारों का उपयोग ओवरहेड विद्युत लाइनों के लिए भी किया जाता है। लेकिन समतुल्य प्रतिस्थापन करने में बहुत प्रयास और समय लगा। कई विकल्प विकसित किए गए हैं, और उनका उपयोग विशिष्ट स्थिति के आधार पर किया जाता है। [बढ़ी हुई ताकत और बढ़े हुए रेंगने वाले प्रतिरोध के एल्यूमीनियम तारों का निर्माण किया जाता है, जो 0.5% तक मैग्नीशियम, 0.5% तक सिलिकॉन, 0.45% तक लोहे के साथ मिश्रधातु, सख्त और उम्र बढ़ने से प्राप्त होता है। स्टील-एल्यूमीनियम तारों का उपयोग किया जाता है, विशेष रूप से आवश्यक बड़े स्पैन को पूरा करने के लिए जहां बिजली लाइनें विभिन्न बाधाओं को पार करती हैं। उदाहरण के लिए, नदियों को पार करते समय 1500 मीटर से अधिक के विस्तार होते हैं।
ट्रांसमिशन प्रौद्योगिकी में एल्यूमिनियम बिजलीलंबी दूरी पर इनका उपयोग न केवल कंडक्टर सामग्री के रूप में किया जाता है। डेढ़ दशक पहले, विद्युत पारेषण लाइन समर्थन के निर्माण के लिए एल्यूमीनियम-आधारित मिश्र धातुओं का उपयोग किया जाने लगा। वे सबसे पहले हमारे यहां बनाए गए थे देशकाकेशस में. वे स्टील की तुलना में लगभग 2.5 गुना हल्के होते हैं और उन्हें संक्षारण संरक्षण की आवश्यकता नहीं होती है। इस प्रकार, इलेक्ट्रिकल इंजीनियरिंग और बिजली पारेषण प्रौद्योगिकी में उसी धातु ने लोहे, तांबे और सीसे की जगह ले ली।
और प्रौद्योगिकी के अन्य क्षेत्रों में भी यही, या लगभग यही स्थिति थी। तेल, गैस और रासायनिक उद्योगों में, एल्यूमीनियम मिश्र धातु से बने टैंक, पाइपलाइन और अन्य असेंबली इकाइयों ने खुद को अच्छी तरह साबित कर दिया है। उन्होंने कई संक्षारण-प्रतिरोधी धातुओं और सामग्रियों को प्रतिस्थापित कर दिया है, जैसे लौह-कार्बन मिश्र धातु से बने कंटेनर, संक्षारक तरल पदार्थों को संग्रहित करने के लिए अंदर से तामचीनी की जाती है (इस महंगी संरचना की तामचीनी परत में दरार से नुकसान या दुर्घटना भी हो सकती है)।
विश्व में फ़ॉइल के उत्पादन के लिए प्रति वर्ष 1 मिलियन टन से अधिक एल्युमीनियम की खपत होती है। पन्नी की मोटाई, उसके उद्देश्य के आधार पर, 0.004-0.15 मिमी की सीमा में है। इसका अनुप्रयोग अत्यंत विविध है। इसका उपयोग विभिन्न खाद्य पदार्थों की पैकेजिंग के लिए किया जाता है औद्योगिक माल- चॉकलेट, कैंडी, दवाएं, सौंदर्य प्रसाधन, फोटो उत्पाद, आदि।
पन्नी का उपयोग निर्माण सामग्री के रूप में भी किया जाता है। गैस से भरे प्लास्टिक का एक समूह है - मधुकोश प्लास्टिक - नियमित ज्यामितीय आकार की नियमित रूप से दोहराई जाने वाली कोशिकाओं की एक प्रणाली के साथ सेलुलर सामग्री, जिनकी दीवारें एल्यूमीनियम पन्नी से बनी होती हैं।


ब्रॉकहॉस और एफ्रॉन का विश्वकोश
पाठ का प्रकार. संयुक्त.
कार्य:
शैक्षिक:
1. एल्यूमीनियम के उदाहरण का उपयोग करके परमाणु की संरचना, क्रम संख्या के भौतिक अर्थ, समूह संख्या, अवधि संख्या के बारे में छात्रों के ज्ञान को अद्यतन करें।
2. छात्रों में यह ज्ञान पैदा करना कि मुक्त अवस्था में एल्युमीनियम में विशेष, विशिष्ट भौतिक और रासायनिक गुण होते हैं।
शैक्षिक:
1. एल्यूमीनियम के अतीत, वर्तमान और भविष्य पर संक्षिप्त ऐतिहासिक और वैज्ञानिक रिपोर्ट प्रदान करके विज्ञान के अध्ययन में रुचि को प्रोत्साहित करना।
2. साहित्य के साथ काम करते समय और प्रयोगशाला कार्य करते समय छात्रों के अनुसंधान कौशल को विकसित करना जारी रखें।
3. एल्यूमीनियम की इलेक्ट्रॉनिक संरचना और उसके यौगिकों के रासायनिक गुणों को प्रकट करके उभयचरता की अवधारणा का विस्तार करें।
शैक्षिक:
1. शिक्षित करें सावधान रवैयापर्यावरण के लिए, कल, आज, कल एल्युमीनियम के संभावित उपयोगों के बारे में जानकारी प्रदान करना।
2. प्रत्येक छात्र में एक टीम के रूप में काम करने की क्षमता विकसित करें, प्रयोगशाला कार्य करते समय पूरे समूह की राय को ध्यान में रखें और उनकी राय का सही ढंग से बचाव करें।
3. छात्रों को अतीत के प्राकृतिक वैज्ञानिकों की वैज्ञानिक नैतिकता, ईमानदारी और सत्यनिष्ठा से परिचित कराना, एल्यूमीनियम के खोजकर्ता होने के अधिकार के लिए संघर्ष के बारे में जानकारी प्रदान करना।
क्षार और क्षारीय पृथ्वी एम (दोहराएँ) विषयों पर कवर की गई सामग्री को दोहराते हुए:
बाहरी सतह पर इलेक्ट्रॉनों की संख्या कितनी है? ऊर्जा स्तरक्षारीय और क्षारीय पृथ्वी एम?
जब सोडियम या पोटैशियम ऑक्सीजन के साथ प्रतिक्रिया करता है तो कौन से उत्पाद बनते हैं? (पेरोक्साइड), क्या लिथियम ऑक्सीजन के साथ प्रतिक्रिया में पेरोक्साइड का उत्पादन करने में सक्षम है? (नहीं, प्रतिक्रिया से लिथियम ऑक्साइड उत्पन्न होता है।)
सोडियम और पोटैशियम ऑक्साइड कैसे प्राप्त होते हैं? (संबंधित मी, पीआर के साथ पेरोक्साइड के कैल्सीनेशन द्वारा: 2Na + Na 2 O 2 = 2Na 2 O)।
क्या क्षार और क्षारीय पृथ्वी धातुएँ नकारात्मक ऑक्सीकरण अवस्था प्रदर्शित करती हैं? (नहीं, वे ऐसा नहीं करते, क्योंकि वे मजबूत कम करने वाले एजेंट हैं।)
आवर्त प्रणाली के मुख्य उपसमूहों (ऊपर से नीचे तक) में परमाणु की त्रिज्या कैसे बदलती है? (बढ़ता है), इसका संबंध किससे है? (ऊर्जा स्तरों की बढ़ती संख्या के साथ)।
हमने जिन धातुओं के समूहों का अध्ययन किया है वे पानी से भी हल्के हैं? (क्षारीय लोगों के लिए)।
क्षारीय मृदा धातुओं में हाइड्राइड का निर्माण किन परिस्थितियों में होता है? (उच्च तापमान पर)।
कौन सा पदार्थ, कैल्शियम या मैग्नीशियम, पानी के साथ अधिक सक्रिय रूप से प्रतिक्रिया करता है? (कैल्शियम अधिक सक्रिय रूप से प्रतिक्रिया करता है। मैग्नीशियम पानी के साथ तभी सक्रिय रूप से प्रतिक्रिया करता है जब इसे 100 0 C तक गर्म किया जाता है)।
पानी में क्षारीय पृथ्वी धातु हाइड्रॉक्साइड की घुलनशीलता कैल्शियम से बेरियम की श्रृंखला में कैसे बदलती है? (पानी में घुलनशीलता बढ़ जाती है)।
हमें क्षार और क्षारीय पृथ्वी धातुओं के भंडारण की विशेषताओं के बारे में बताएं, उन्हें इस तरह क्यों संग्रहित किया जाता है? (चूँकि ये धातुएँ बहुत प्रतिक्रियाशील होती हैं, इन्हें मिट्टी के तेल की एक परत के नीचे कंटेनरों में संग्रहित किया जाता है)।
क्षारीय एवं क्षारीय पृथ्वी एम विषयों पर कार्य की जाँच करें:
पाठ सारांश (सीखी गई नई सामग्री):
अध्यापक: नमस्कार दोस्तों, आज हम उपसमूह IIIA के अध्ययन की ओर बढ़ रहे हैं। उपसमूह IIIA में स्थित तत्वों की सूची बनाएं?
प्रशिक्षु: इसमें बोरान, एल्यूमीनियम, गैलियम, इंडियम और थैलियम जैसे तत्व शामिल हैं।
अध्यापक: बाहरी ऊर्जा स्तर, ऑक्सीकरण अवस्था में उनमें कितनी संख्या में इलेक्ट्रॉन होते हैं?
प्रशिक्षु: तीन इलेक्ट्रॉन, ऑक्सीकरण अवस्था +3, हालाँकि थैलियम में अधिक स्थिर ऑक्सीकरण अवस्था +1 है।
अध्यापक: बोरॉन उपसमूह के तत्वों के धात्विक गुण बेरिलियम उपसमूह के तत्वों की तुलना में बहुत कम स्पष्ट हैं। बोरोन गैर-एम है। इसके बाद, उपसमूह के भीतर, नाभिक एम के बढ़ते चार्ज के साथ, गुण तेज हो जाते हैं। एएल- पहले से ही एम, लेकिन विशिष्ट नहीं। इसके हाइड्रॉक्साइड में उभयधर्मी गुण होते हैं।
समूह III के मुख्य उपसमूह के एम से उच्चतम मूल्यएल्युमीनियम है, जिसके गुणों का हम विस्तार से अध्ययन करेंगे। यह हमारे लिए दिलचस्प है क्योंकि यह एक संक्रमणकालीन तत्व है।
एल्युमिनियम क्या है?
हल्का, टिकाऊ, संक्षारण प्रतिरोधी और कार्यात्मक - यह गुणों का संयोजन है जिसने एल्यूमीनियम को हमारे समय की मुख्य संरचनात्मक सामग्री बना दिया है। एल्युमीनियम उन घरों में है जिनमें हम रहते हैं, कारों, ट्रेनों और विमानों में हम यात्रा करते हैं, मोबाइल फोन और कंप्यूटर में, रेफ्रिजरेटर की अलमारियों में और अंदर आधुनिक आंतरिक सज्जा. लेकिन 200 साल पहले इस धातु के बारे में बहुत कम जानकारी थी।
"सदियों तक जो असंभव लगता था, जो कल सिर्फ एक साहसी सपना था, आज एक वास्तविक कार्य बन जाता है, और कल - एक उपलब्धि।"
सर्गेई पावलोविच कोरोलेव
वैज्ञानिक, डिजाइनर, व्यावहारिक अंतरिक्ष विज्ञान के संस्थापक
अल्युमीनियम – चाँदी-सफ़ेद धातु, आवर्त सारणी का 13वाँ तत्व। अविश्वसनीय लेकिन सच: एल्यूमीनियम पृथ्वी पर सबसे प्रचुर धातु है, जो पृथ्वी की पपड़ी के कुल द्रव्यमान का 8% से अधिक है, और यह ऑक्सीजन और सिलिकॉन के बाद हमारे ग्रह पर तीसरा सबसे प्रचुर रासायनिक तत्व है।
हालाँकि, एल्युमीनियम प्राकृतिक रूप से नहीं पाया जाता है शुद्ध फ़ॉर्मइसकी उच्च रासायनिक गतिविधि के कारण। इसीलिए हमें इसके बारे में अपेक्षाकृत हाल ही में पता चला। एल्युमीनियम का औपचारिक रूप से उत्पादन केवल 1824 में किया गया था, और इसका औद्योगिक उत्पादन शुरू होने में आधी सदी बीत गई।
प्रकृति में प्रायः एल्युमीनियम की संरचना पाई जाती है फिटकिरी. ये ऐसे खनिज हैं जो सल्फ्यूरिक एसिड के दो लवणों को मिलाते हैं: एक क्षार धातु (लिथियम, सोडियम, पोटेशियम, रुबिडियम या सीज़ियम) पर आधारित है, और दूसरा आवर्त सारणी के तीसरे समूह की धातु, मुख्य रूप से एल्यूमीनियम पर आधारित है।
फिटकरी का उपयोग आज भी जल शोधन, खाना पकाने, चिकित्सा, सौंदर्य प्रसाधन, रसायन और अन्य उद्योगों में किया जाता है। वैसे, एल्युमीनियम को इसका नाम एलम के कारण मिला, जिसे लैटिन में एलुमेन कहा जाता था।

कोरन्डम
माणिक, नीलम, पन्ना और एक्वामरीन एल्यूमीनियम खनिज हैं।
पहले दो कोरंडम से संबंधित हैं - यह क्रिस्टलीय रूप में एल्यूमीनियम ऑक्साइड (अल 2 ओ 3) है। इसमें प्राकृतिक पारदर्शिता है और यह मजबूती में हीरों के बाद दूसरे स्थान पर है। बुलेटप्रूफ ग्लास, हवाई जहाज की खिड़कियां और स्मार्टफोन की स्क्रीन नीलम का उपयोग करके बनाई जाती हैं।
और कम में से एक बहुमूल्य खनिजकोरन्डम - एमरी का उपयोग अपघर्षक पदार्थ के रूप में किया जाता है, जिसमें सैंडपेपर बनाना भी शामिल है।

आज, लगभग 300 विभिन्न एल्यूमीनियम यौगिक और खनिज ज्ञात हैं - फेल्डस्पार से, जो पृथ्वी पर मुख्य चट्टान बनाने वाला खनिज है, माणिक, नीलम या पन्ना तक, जो अब इतने आम नहीं हैं।

हंस क्रिश्चियन ओर्स्टेड(1777-1851) - डेनिश भौतिक विज्ञानी, सेंट पीटर्सबर्ग एकेडमी ऑफ साइंसेज के मानद सदस्य (1830)। रुडकोर्बिंग शहर में एक फार्मासिस्ट के परिवार में पैदा हुए। 1797 में उन्होंने कोपेनहेगन विश्वविद्यालय से स्नातक की उपाधि प्राप्त की, 1806 में वे प्रोफेसर बन गये।
लेकिन एल्युमीनियम कितना भी सामान्य क्यों न हो, इसकी खोज तभी संभव हुई जब वैज्ञानिकों के पास एक नया उपकरण था, जिससे जटिल पदार्थों को सरल पदार्थों में तोड़ना संभव हो गया - बिजली.
और 1824 में, इलेक्ट्रोलिसिस की प्रक्रिया का उपयोग करके, डेनिश भौतिक विज्ञानी हंस क्रिश्चियन ओर्स्टेड ने एल्यूमीनियम प्राप्त किया। यह पोटेशियम और पारा की अशुद्धियों से दूषित था रासायनिक प्रतिक्रिएंहालाँकि, यह पहली बार था कि एल्युमीनियम का उत्पादन किया गया था।
इलेक्ट्रोलिसिस का उपयोग करके आज भी एल्युमीनियम का उत्पादन किया जाता है।
आज एल्युमीनियम उत्पादन के लिए कच्चा माल प्रकृति में पाया जाने वाला एक अन्य एल्युमीनियम अयस्क है - बाक्साइट. यह चिकनी मिट्टी है चट्टान, जिसमें आयरन, सिलिकॉन, टाइटेनियम, सल्फर, गैलियम, क्रोमियम, वैनेडियम, कैल्शियम, आयरन और मैग्नीशियम के कार्बोनेट लवण के ऑक्साइड के मिश्रण के साथ एल्यूमीनियम हाइड्रॉक्साइड के विभिन्न संशोधन शामिल हैं - आवर्त सारणी का लगभग आधा। औसतन 4-5 टन बॉक्साइट से 1 टन एल्यूमीनियम का उत्पादन होता है।
बाक्साइट
बॉक्साइट की खोज 1821 में फ्रांस के दक्षिण में भूविज्ञानी पियरे बर्थियर ने की थी। नस्ल का नाम लेस बॉक्स के उस क्षेत्र के नाम पर पड़ा जहां यह पाई गई थी। दुनिया के लगभग 90% बॉक्साइट भंडार उष्णकटिबंधीय और उपोष्णकटिबंधीय क्षेत्रों - गिनी, ऑस्ट्रेलिया, वियतनाम, ब्राजील, भारत और जमैका के देशों में केंद्रित हैं।

यह बॉक्साइट से प्राप्त होता है अल्युमिना. यह एल्यूमीनियम ऑक्साइड अल 2 ओ 3 है, जिसका रूप है सफेद पाउडरऔर एल्यूमीनियम स्मेल्टरों में इलेक्ट्रोलिसिस द्वारा किस धातु का उत्पादन किया जाता है।
एल्युमीनियम उत्पादन के लिए भारी मात्रा में बिजली की आवश्यकता होती है। एक टन धातु का उत्पादन करने के लिए, लगभग 15 मेगावाट ऊर्जा की आवश्यकता होती है - यह एक 100-अपार्टमेंट वाली इमारत पूरे महीने में कितनी ऊर्जा की खपत करती है। इसलिए, शक्तिशाली और नवीकरणीय ऊर्जा स्रोतों के करीब एल्यूमीनियम स्मेल्टर का निर्माण करना सबसे अधिक समझदारी है। सबसे सर्वोतम उपाय – पनबिजली स्टेशन, सभी प्रकार की "हरित ऊर्जा" में सबसे शक्तिशाली का प्रतिनिधित्व करता है।
एल्यूमीनियम के गुण
एल्युमीनियम का एक दुर्लभ संयोजन है बहुमूल्य संपत्तियाँ. यह प्रकृति में सबसे हल्की धातुओं में से एक है: यह लोहे की तुलना में लगभग तीन गुना हल्का है, लेकिन साथ ही यह मजबूत, अत्यधिक लचीला है और संक्षारण के अधीन नहीं है, क्योंकि इसकी सतह हमेशा पतली, लेकिन बहुत टिकाऊ ऑक्साइड से ढकी रहती है पतली परत। यह चुंबकीय नहीं है, बिजली का अच्छा संचालन करता है और लगभग सभी धातुओं के साथ मिश्र धातु बनाता है।

आसान
लोहे से तीन गुना हल्का

स्थायी
ताकत में स्टील से तुलनीय

प्लास्टिक
सभी प्रकार के यांत्रिक प्रसंस्करण के लिए उपयुक्त

कोई क्षरण नहीं
पतली ऑक्साइड फिल्म जंग से बचाती है
एल्युमीनियम को गर्म और ठंडे दोनों तरह के दबाव से आसानी से संसाधित किया जाता है। इसे रोल किया जा सकता है, खींचा जा सकता है, मोहर लगाई जा सकती है। एल्युमीनियम जलता नहीं है, विशेष पेंटिंग की आवश्यकता नहीं होती है और प्लास्टिक के विपरीत गैर विषैला होता है।
एल्यूमीनियम की लचीलापन बहुत अधिक है: केवल 4 माइक्रोन की मोटाई वाली चादरें और सबसे पतले तार इससे बनाए जा सकते हैं। और अति पतली एल्युमीनियम फ़ॉइल तीन गुना पतली होती है मानव बाल. इसके अलावा, अन्य धातुओं और सामग्रियों की तुलना में यह अधिक किफायती है।
विभिन्न के साथ यौगिक बनाने की उच्च क्षमता रासायनिक तत्वअनेक एल्यूमीनियम मिश्रधातुओं को जन्म दिया। यहां तक कि अशुद्धियों का एक छोटा सा हिस्सा भी धातु की विशेषताओं को महत्वपूर्ण रूप से बदल देता है और इसके अनुप्रयोग के लिए नए क्षेत्र खोलता है। उदाहरण के लिए, सिलिकॉन और मैग्नीशियम के साथ एल्यूमीनियम का संयोजन रोजमर्रा की जिंदगीवस्तुतः सड़क पर पाया जा सकता है - मिश्र धातु पहियों, इंजन, चेसिस तत्वों और एक आधुनिक कार के अन्य भागों के रूप में। और यदि आप जोड़ते हैं एल्यूमिनियम मिश्र धातुजस्ता, तो शायद अब आप इसे अपने हाथों में पकड़ रहे हैं, क्योंकि इस मिश्र धातु का उपयोग मामलों के उत्पादन में किया जाता है मोबाइल फोनऔर गोलियाँ. इस बीच, वैज्ञानिक नई एल्यूमीनियम मिश्र धातुओं का आविष्कार करना जारी रख रहे हैं।
एल्युमीनियम भंडार
पूरे उद्योग के अस्तित्व में उत्पादित एल्युमीनियम का लगभग 75% आज भी उपयोग में है।
इस लेख में प्रयुक्त फोटो सामग्री © शटरस्टॉक और हैं © रुसल।
आप शायद इसमें रुचि रखते हों:

बड़ी आंखों वाला रात्रि पक्षी एक बहुत ही फैशनेबल प्रतीक है, इसकी छवियां यहां पाई जा सकती हैं...

शिशु के लिए आदर्श भोजन माँ का दूध है, और इस मामले में...

शायद यह क्रिसमस ट्री बनाने के लिए समर्पित मास्टर कक्षाओं में सबसे "स्त्रैण" है....

मैंने इंटरनेट से कुछ जमा किया, लेकिन ज्यादातर मैंने अपने लिए मिनियन-स्टाइल स्ट्रेच किए...

चोकर धागों, मोतियों और बगलों से बना आभूषण का एक टुकड़ा है, जिसे आमतौर पर पहना जाता है...

