






Раздел 1. Название и история открытия алюминия.
Раздел 2. Общая характеристика алюминия , физические и химические свойства.
Раздел 3. Получение отливок из алюминиевых сплавов.
Раздел 4. Применение алюминия .
Алюминий — это элемент главной подгруппы третьей группы, третьего периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 13. Обозначается символом Al. Относится к группе лёгких металлов. Наиболее распространённый металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
Простое вещество алюминий (CAS-номер: 7429-90-5) — лёгкий, парамагнитный металл серебристо-белого цвета, легко поддающийся формовке, литью, механической обработке. Алюминий обладает высокой тепло- и электропроводностью, стойкостью к коррозии за счёт быстрого образования прочных оксидных плёнок, защищающих поверхность от дальнейшего взаимодействия.
Достижения промышленности в любом развитом обществе неизменно связаны с достижениями технологии конструкционных материалов и сплавов. Качество обработки и производительность изготовления предметов торговли являются важнейшими показателями уровня развития государства.
Материалы, применяемые в современных конструкциях, помимо высоких прочностных характеристик должны обладать комплексом таких свойств, как повышенная коррозионная стойкость, жаропрочность, теплопроводность и электропроводимость, тугоплавкость, а так же способность сохранять эти свойства в условиях длительной работы под нагрузками.
Научные разработки и производственные процессы в области литейного производства цветных металлов в нашей стране соответствуют передовым достижениям научно-технического прогресса. Их результатом, в частности, явилось создание современных цехов кокильного литья и литья под давлением на Волжском автомобильном заводе и ряде других предприятий. На Заволжском моторном заводе успешно работают крупные машины литья под давлением и усилием запирания пресс-формы 35 МН, на которых получают блоки цилиндров из алюминиевых сплавов для автомашины «Волга».
На Алтайском моторном заводе освоена автоматизированная линия по получению отливок литьем под давлением. В Союзе Советских Социалистических Республик () впервые в мире разработан и освоен процесс непрерывного литья слитков из алюминиевых сплавов в электромагнитный кристаллизатор. Этот способ существенно повышает качество слитков и позволяет снизить количество отходов в виде стружки при их обточке.
Название и история открытия алюминия
Латинское aluminium происходит от латинского же alumen, означающего квасцы (сульфат алюминия и калия (K) KAl(SO4)2·12H2O), которые издавна использовались при выделке кож и как вяжущее средство. Al, химический элемент III группы периодической системы, атомный номер 13, атомная масса 26, 98154. Из-за высокой химической активности открытие и выделение чистого алюминия растянулось почти на 100 лет. Вывод о том, что из квасцов может быть получена « » (тугоплавкое вещество, по-современному — оксид алюминия) сделал еще в 1754г. немецкий химик А. Маркграф. Позднее оказалось, что такая же «земля» может быть выделена из глины, и ее стали называть глиноземом. Получить металлический алюминий смог только в 1825г. датский физик Х. К. Эрстед. Он обработал амальгамой калия (сплавом калия (K) с ртутью (Hg)) хлорид алюминия AlCl3, который можно было получить из глинозема, и после отгонки ртути (Hg) выделил серый порошок алюминия.
Только через четверть века этот способ удалось немного модернизировать. Французский химик А. Э. Сент-Клэр Девиль в 1854 году предложил использовать для получения алюминия металлический натрий (Na), и получил первые слитки нового металла. Стоимость алюминия была тогда очень высока, и из него изготавливали ювелирные украшения.
Промышленный способ производства алюминия путем электролиза расплава сложных смесей, включающих оксид, фторид алюминия и другие вещества, независимо друг от друга разработали в 1886 году П. Эру () и Ч. Холл (США). Производство алюминия связано с высоким затратой электричества, поэтому в больших масштабах оно было реализовано только в 20-ом веке. В Союзе Советских Социалистических Республик (CCCP) первый промышленный алюминий был получен 14 мая 1932 года на Волховском алюминиевом комбинате, построенном рядом с Волховской гидроэлектростанцией.
Алюминий чистотой свыше 99, 99% впервые был получен электролизом в 1920г. В 1925 г. в работе Эдвардса опубликованы некоторые сведения о физических и механических свойствах такого алюминия. В 1938г. Тейлор, Уиллер, Смит и Эдвардс опубликовали статью, в которой приведены некоторые свойства алюминия чистотой 99, 996%, полученного во Франции также электролизом. Первое издание монографии о свойствах алюминия вышло в свет в 1967г.

В последующие годы благодаря сравнительной простоте получения и привлекательным свойствам опубликовано много работ о свойствах алюминия. Чистый алюминий нашёл широкое применение в основном в электронике - от электролитических конденсаторов до вершины электронной инженерии - микропроцессоров; в криоэлектронике, криомагнетике.


Более новыми способами получения чистого алюминия являются метод зонной очистки, кристаллизация из амальгам (сплавов алюминия с ртутью) и выделение из щёлочных растворов. Степень чистоты алюминия контролируется величиной электросопротивления при низких температурах.
Общая характеристика алюминия
Природный алюминий состоит из одного нуклида 27Al. Конфигурация внешнего электронного слоя 3s2p1. Практически во всех соединениях степень окисления алюминия +3 (валентность III). Радиус нейтрального атома алюминия 0, 143 нм, радиус иона Al3+ 0, 057 нм. Энергии последовательной ионизации нейтрального атома алюминия равны, соответственно, 5, 984, 18, 828, 28, 44 и 120 эВ. По шкале Полинга электроотрицательность алюминия 1, 5.

Алюминий — мягкий, легкий, серебристо-белый , кристаллическая решетка которого кубическая гранецентрированная, параметр а = 0, 40403 нм. Температура плавления чистого металла 660°C, температура кипения около 2450°C, плотность 2, 6989 г/см3. Температурный коэффициент линейного расширения алюминия около 2, 5·10-5 К-1.
Химический алюминий — довольно активный металл. На воздухе его поверхность мгновенно покрывается плотной пленкой оксида Al2О3, которая препятствует дальнейшему доступу кислорода (O) к металлу и приводит к прекращению реакции, что обусловливает высокие антикоррозионные свойства алюминия. Защитная поверхностная пленка на алюминии образуется также, если его поместить в концентрированную азотную кислоту.
С остальными кислотами алюминий активно реагирует:
6НСl + 2Al = 2AlCl3 + 3H2,
3Н2SO4 + 2Al = Al2(SO4)3 + 3H2.
Интересно, что реакция между порошками алюминия и йода (I) начинается при комнатной температуре, если в исходную смесь добавить несколько капель воды, которая в данном случае играет роль катализатора:
2Al + 3I2 = 2AlI3.
Взаимодействие алюминия с серой (S) при нагревании приводит к образованию сульфида алюминия:
2Al + 3S = Al2S3,
который легко разлагается водой:
Al2S3 + 6Н2О = 2Al(ОН)3 + 3Н2S.
С водородом (H) алюминий непосредственно не взаимодействует, однако косвенными путями, например, с использованием алюминийорганических соединений, можно синтезировать твердый полимерный гидрид алюминия (AlН3)х — сильнейший восстановитель.
В виде порошка алюминий можно сжечь на воздухе, причем образуется белый тугоплавкий порошок оксида алюминия Al2О3.
Высокая прочность связи в Al2О3 обусловливает большую теплоту его образования из простых веществ и способность алюминия восстанавливать многие металлы из их оксидов, например:
3Fe3O4 + 8Al = 4Al2O3 + 9Fe и даже
3СаО + 2Al = Al2О3 + 3Са.
Такой способ получения металлов называют алюминотермией.
Нахождение в природе
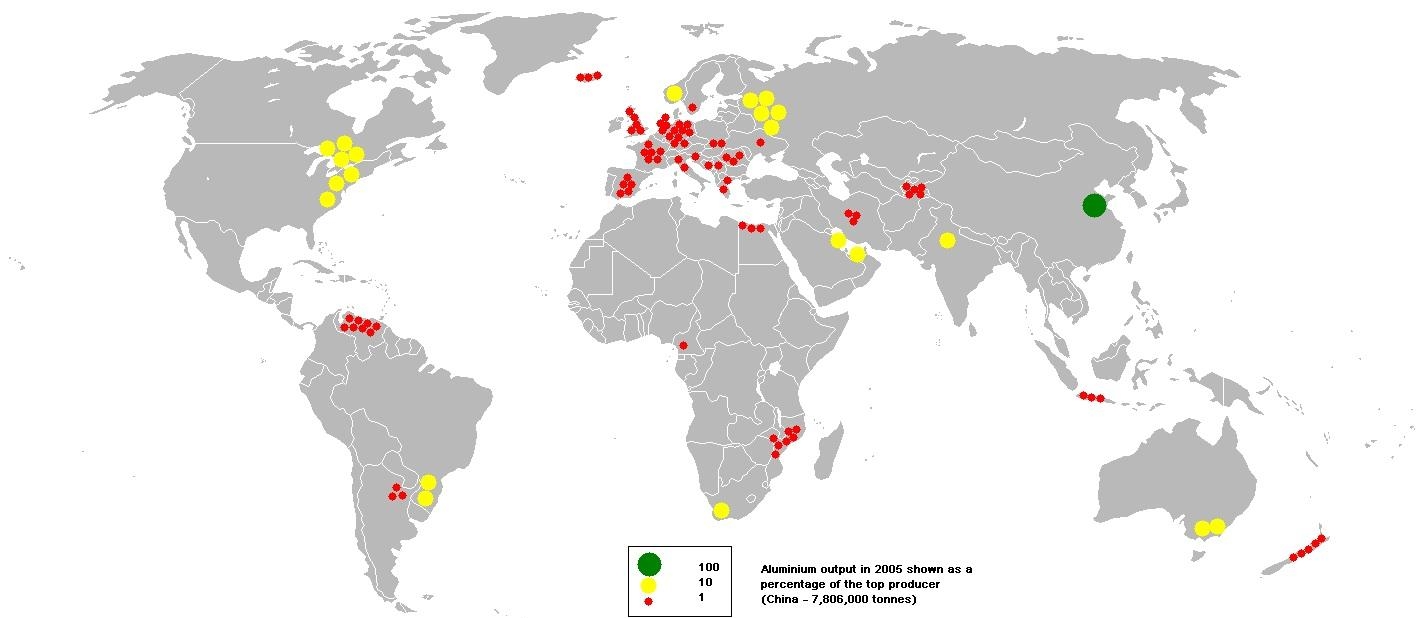
По распространенности в земной коре алюминий занимает первое место среди металлов и третье место среди всех элементов (после кислорода (O) и кремния (Si)), на его долю приходится около 8, 8% массы земной коры. Алюминий входит в огромное число минералов, главным образом, алюмосиликатов, и горных пород. Соединения алюминия содержат граниты, базальты, глины, полевые шпаты и др. Но вот парадокс: при огромном числе минералов и пород, содержащих алюминий, месторождения бокситов — главного сырья при промышленном получении алюминия, довольно редки. В Российской Федерации месторождения бокситов имеются в Сибири и на Урале. Промышленное значение имеют также алуниты и нефелины. В качестве микроэлемента алюминий присутствует в тканях растений и животных. Существуют организмы - концентраторы, накапливающие алюминий в своих органах, — некоторые плауны, моллюски.
Промышленное получение: при индексе пром производства бокситы сначала подвергают химической переработке, удаляя из них примеси оксидов кремния (Si), железа (Fe) и других элементов. В результате такой переработки получают чистый оксид алюминия Al2O3 — основное при производстве металла электролизом. Однако из-за того, что температура плавления Al2O3 очень высока (более 2000°C), использовать его расплав для электролиза не удается.
![]()
Выход ученые и инженеры нашли в следующем. В электролизной ванне сначала расплавляют криолит Na3AlF6 (температура расплава немного ниже 1000°C). Криолит можно получить, например, при переработке нефелинов Кольского полуострова. Далее в этот расплав добавляют немного Al2О3 (до 10% по массе) и некоторые другие вещества, улучающие условия проведения последующего процесса . При электролизе этого расплава происходит разложение оксида алюминия, криолит остается в расплаве, а на катоде образуется расплавленный алюминий:
2Al2О3 = 4Al + 3О2.
Алюминиевые сплавы
Большинство металлических элементов сплавляются с алюминием, но только некоторые из них играют роль основных легирующих компонентов в промышленных алюминиевых сплавах. Тем не менее, значительное число элементов используют в качестве добавок для улучшения свойств сплавов. Наиболее широко применяются:
Бериллий добавляется для уменьшения окисления при повышенных температурах. Небольшие добавки бериллия (0, 01 - 0, 05%) применяют в алюминиевых литейных сплавах для улучшения текучести в производстве деталей двигателей внутреннего сгорания (поршней и головок цилиндров).
Бор вводят для повышения электропроводимости и как рафинирующую добавку. Бор вводится в алюминиевые сплавы, используемые в атомной энергетике (кроме деталей реакторов), т.к. он поглощает нейтроны, препятствуя распространению радиации. Бор вводится в среднем в количестве 0, 095 - 0, 1%.
Висмут. Металлы с низкой температурой плавления, такие как висмут, кадмий вводят в алюминиевые сплавы для улучшения обрабатываемости резанием. Эти элементы образуют мягкие легкоплавкие фазы, которые способствуют ломкости стружки и смазыванию резца.
Галлий добавляется в количестве 0, 01 - 0, 1% в сплавы, из которых далее изготавливаются расходуемые аноды.
Железо . В малых количествах (»0, 04%) вводится при производстве проводов для увеличения прочности и улучшает характеристики ползучести. Так же железо уменьшает прилипание к стенкам форм при литье в кокиль.
Индий. Добавка 0, 05 - 0, 2% упрочняют сплавы алюминия при старении, особенно при низком содержании купрума. Индиевые добавки используются в алюминиево-кадмиевых подшипниковых сплавах.
Примерно 0, 3% кадмия вводят для повышения прочности и улучшения коррозионных свойств сплавов.
Кальций придаёт пластичность. При содержании кальция 5% сплав обладает эффектом сверхпластичности.
Кремний является наиболее используемой добавкой в литейных сплавах. В количестве 0, 5 - 4% уменьшает склонность к трещинообразованию. Сочетание кремния с магнием делают возможным термоуплотнение сплава.
Магний. Добавка магния значительно повышает прочность без снижения пластичности, повышает свариваемость и увеличивает коррозионную стойкость сплава.
Медь упрочняет сплавы, максимальное упрочнение достигается при содержании купрума 4 - 6%. Сплавы с купрумом используются в производстве поршней двигателей внутреннего сгорания, высококачественных литых деталей летательных аппаратов.
Олово улучшает обработку резанием.
Титан. Основная задача титана в сплавах - измельчение зерна в отливках и слитках, что очень повышает прочность и равномерность свойств во всём объёме.
Хотя алюминий считается одним из наименее благородных промышленных металлов, он достаточно устойчив во многих окислительных средах. Причиной такого поведения является наличие непрерывной окисной плёнки на поверхности алюминия, которая немедленно образуется вновь на зачищенных участках при воздействии кислорода, воды и других окислителей.
В большинстве случаев плавку ведут на воздухе. Если взаимодействие с воздухом ограничивается образованием на поверхности нерастворимых в расплаве соединений и возникающая пленка этих соединений существенно замедляет дальнейшее взаимодействие, то обычно не принимают каких-либо мер для подавления такого взаимодействия. Плавку в этом случае ведут при прямом контакте расплава с атмосферой. Так поступают при приготовлении большинства алюминиевых, цинковых, оловянно - свинцовых сплавов.
Пространство, в котором протекает плавки сплавов, ограничивается огнеупорной футеровкой, способной выдерживать температуры 1500 - 1800 ˚С. Во всех процессах плавки участвует газовая фаза, которая формируется в процессе сгорания топлива, взаимодействуя с окружающей средой и футеровкой плавильного агрегата и т.п.
Большинство алюминиевых сплавов имеют высокую коррозионную стойкость в естественной атмосфере, морской воде, растворах многих солей и химикатов и в большинстве пищевых продуктов. Конструкции из алюминиевых сплавов часто используют в морской воде. Морские бакены, спасательные шлюпки, суда, баржи строятся из сплавов алюминия с 1930 г. В настоящее время длина корпусов кораблей из сплавов алюминия достигает 61 м. Существует опыт алюминиевых подземных трубопроводов, сплавы алюминия обладают высокой стойкостью к почвенной коррозии. В 1951 году на Аляске был построен трубопровод длиной 2, 9 км. После 30 лет работы не было обнаружено ни одной течи или серьёзного повреждения из-за коррозии.
Алюминий в большом объёме используется в строительстве в виде облицовочных панелей, дверей, оконных рам, электрических кабелей. Алюминиевые сплавы не подвержены сильной коррозии в течение длительного времени при контакте с бетоном, строительным раствором, штукатуркой, особенно если конструкции не подвергаются частому намоканию. При частом намокании, если поверхность алюминиевых предметов торговли не была дополнительно обработана, он может темнеть, вплоть до почернения в промышленных городах с большим содержанием окислителей в воздухе. Для избежания этого выпускаются специальные сплавы для получения блестящих поверхностей путём блестящего анодирования - нанесения на поверхность металла оксидной плёнки. При этом поверхности можно придавать множество цветов и оттенков. Например, сплавы алюминия с кремнием позволяют получить гамму оттенков, от серого до чёрного. Золотой цвет имеют сплавы алюминия с хромом.
Промышленный алюминий выпускается в виде двух видов сплавов - литейных, детали из которых изготавливаются литьём, и деформационные - сплавы, выпускаемые в виде деформируемых полуфабрикатов - листов, фольги, плит, профилей, проволоки. Отливки из алюминиевых сплавов получают всеми возможными способами литья. Наиболее распространено под давлением, в кокиль и в песчано-глинистые формы. При изготовлении небольших политических партий применяется литьё в гипсовые комбинированные формы и литьё по выплавляемым моделям. Из литейных сплавов изготавливают литые роторы электромоторов, литые детали летательных аппаратов и др. Деформируемые сплавы используются в автомобильном производстве для внутренней отделки, бамперов, панелей кузовов и деталей интерьера; в строительстве как отделочный материал; в летательных аппаратах и др.
В промышленности используются также и алюминиевые порошки. Применяются в металлургической промышленности : в алюминотермии, в качестве легирующих добавок, для изготовления полуфабрикатов путём прессования и спекания. Этим методом получают очень прочные детали (шестерни, втулки и др.). Также порошки используются в химии для получения соединений алюминия и в качестве катализатора (например, при производстве этилена и ацетона). Учитывая высокую реакционную способность алюминия, особенно в виде порошка, его используют во взрывчатых веществах и твёрдом топливе для ракет, используя его свойство быстро воспламеняться.
Учитывая высокую стойкость алюминия к окислению, порошок используются в качестве пигмента в покрытиях для окраски оборудования, крыш, бумаги в полиграфии, блестящих поверхностей панелей автомобилей. Также слоем алюминия покрывают стальные и чугунные предмета торговли во избежание их коррозии.
По масштабам применения алюминий и его сплавы занимают второе место после железа (Fe) и его сплавов. Широкое применение алюминия в различных областях техники и быта связано с совокупностью его физических, механических и химических свойств: малой плотностью, коррозионной стойкостью в атмосферном воздухе, высокой тепло- и электропроводностью, пластичностью и сравнительно высокой прочностью. Алюминий легко обрабатывается различными способами — ковкой, штамповкой, прокаткой и др. Чистый алюминий применяют для изготовления проволоки (электропроводность алюминия составляет 65, 5% от электропроводности купрума, но алюминий более чем в три раза легче купрума, поэтому алюминий часто заменяет в электротехнике) и фольги, используемой как упаковочный материал. Основная же часть выплавляемого алюминия расходуется на получение различных сплавов. На поверхности сплавов алюминия легко наносятся защитные и декоративные покрытия.
Разнообразие свойств алюминиевых сплавов обусловлено введением в алюминий различных добавок, образующих с ним твердые растворы или интерметаллические соединения. Основную массу алюминия используют для получения легких сплавов — дуралюмина (94% — алюминий, 4% медь (Cu), по 0, 5% магний (Mg), марганец (Mn), (Fe) и кремний (Si)), силумина (85-90% — алюминий, 10-14% кремний (Si), 0, 1% натрий (Na)) и др. В металлургии алюминий используется не только как основа для сплавов, но и как одна из широко применяемых легирующих добавок в сплавах на основе купрума (Cu), магния (Mg), железа (Fe), >никеля (Ni) и др.
Сплавы алюминия находят широкое применение в быту, в строительстве и архитектуре, в автомобилестроении, в судостроении, авиационной и космической технике. В частности, из алюминиевого сплава был изготовлен первый искусственный спутник Земли. Сплав алюминия и циркония (Zr) - широко применяют в ядерном реакторостроении. Алюминий применяют в производстве взрывчатых веществ.
При обращении с алюминием в быту нужно иметь в виду, что нагревать и хранить в алюминиевой посуде можно только нейтральные (по кислотности) жидкости (например, кипятить воду). Если, например, в алюминиевой посуде варить кислые щи, то алюминий переходит в пищу, и она приобретает неприятный «металлический» привкус. Поскольку в быту оксидную пленку очень легко повредить, то использование алюминиевой посуды все-таки нежелательно.
Металл серебристо-белого цвета, лёгкий
плотность — 2,7 г/смі
температура плавления у технического алюминия — 658 °C, у алюминия высокой чистоты — 660 °C
удельная теплота плавления — 390 кДж/кг
температура кипения — 2500 °C
удельная теплота испарения — 10,53 МДж/кг
временное сопротивление литого алюминия — 10-12 кг/ммІ, деформируемого — 18-25 кг/ммІ, сплавов — 38-42 кг/ммІ
Твёрдость по Бринеллю — 24…32 кгс/ммІ
высокая пластичность: у технического — 35 %, у чистого — 50 %, прокатывается в тонкий лист и даже фольгу
Модуль Юнга — 70 ГПа
Алюминий обладает высокой электропроводностью (0,0265 мкОм·м) и теплопроводностью (203,5 Вт/(м·К)), 65 % от электропроводности купрума, обладает высокой светоотражательной способностью.
Слабый парамагнетик.
Температурный коэффициент линейного расширения 24,58·10−6 К−1 (20…200 °C).
Температурный коэффициент электрического сопротивления 2,7·10−8K−1.
Алюминий образует сплавы почти со всеми металлами. Наиболее известны сплавы с купрумом и магнием (дюралюминий) и кремнием (силумин).
Природный алюминий состоит практически полностью из единственного стабильного изотопа 27Al со следами 26Al, радиоактивного изотопа с периодом полураспада 720 тыс. лет, образующегося в атмосфере при бомбардировке ядер аргона протонами космических лучей.
По распространённости в земной коре Земли занимает 1-е среди металлов и 3-е место среди элементов, уступая только кислороду и кремнию. содержания алюминия в земной коре по данным различных исследователей составляет от 7,45 до 8,14 % от массы земной коры.
В природе алюминий в связи с высокой химической активностью встречается почти исключительно в виде соединений. Некоторые из них:
Бокситы — Al2O3 · H2O (с примесями SiO2, Fe2O3, CaCO3)
Алуниты — (Na,K)2SO4·Al2(SO4)3·4Al(OH)3
Глинозёмы (смеси каолинов с песком SiO2, известняком CaCO3, магнезитом MgCO3)
Корунд (сапфир, рубин, наждак) — Al2O3
Каолинит — Al2O3·2SiO2 · 2H2O
Берилл (изумруд, аквамарин) — 3ВеО · Al2О3 · 6SiO2
Хризоберилл (александрит) — BeAl2O4.
Тем не менее, в некоторых специфических восстановительных условиях возможно образование самородного алюминия.
В природных водах алюминий содержится в виде малотоксичных химических соединений, например, фторида алюминия. Вид катиона или аниона зависит, в первую очередь, от кислотности водной среды. Концентрации алюминия в поверхностных водных объектах Российской Федерации колеблются от 0,001 до 10 мг/л, в морской воде 0,01 мг/л.

Алюминий (Aluminum) - это
Получение отливок из алюминиевых сплавов
Основная задача, стоящая перед литейным производством в нашей стране , заключается в существенном общем повышении качества отливок, которое должно найти выражение в уменьшении толщины стенок, снижении припусков на механическую обработку и на литниково - питающие системы при сохранении должных эксплуатационных свойств предметов торговли. Конечным итогом этой работ должно быть обеспечение возросших потребностей машиностроения необходимым количеством литых заготовок без существенного роста общего денежной эмиссии отливок по массе.
Литье в песчаные формы
Из перечисленных выше способов литья в разовые формы наиболее широкое применение при изготовлении отливок из алюминиевых сплавов получило литье в сырые песчаные формы. Это обусловлено невысокой плотностью сплавов, небольшим силовым воздействием металла на форму и низкими температурами литья (680—800С).
Для изготовления песчаных форм используют формовочные и стержневые смеси, приготовленные из кварцевых и глинистых песков (ГОСТ 2138—74), формовочных глин (ГОСТ 3226—76), связующих и вспомогательных материалов.

Тип литниковой системы выбирают с учетом габаритов отливки, сложности ее конфигурации и расположения в форме. Заливку форм для отливок сложной конфигурации небольшой высоты осуществляют, как правило, с помощью нижних литниковых систем. При большой высоте отливок и тонких стенках предпочтительно применение вертикально-щелевых или комбинированных литниковых систем. Формы для отливок малых размеров допустимо заливать через верхние литниковые системы. При этом высота падения струп металла в полость формы не должна превышать 80 мм.
Для уменьшения скорости движения расплава при входе в полость литейной формы и лучшего отделения взвешенных в нем оксидных плен и шлаковых включений в литниковые системы вводят дополнительные гидравлические сопротивления — устанавливают сетки (металлические или из стеклоткани) или ведут заливку через зернистые фильтры.
Литники (питатели), как правило, подводят к тонким сечениям (стенкам) отливок рассредоточено по периметру с учетом удобств, их последующего отделения при обработке. Подвод металла в массивные узлы недопустим, так как вызывает образование в них усадочных раковин, повышенной шероховатости и усадочных «провалов» на поверхности отливок. В сечении литниковые каналы чаще всего имеют прямоугольную форму с размером широкой стороны 15—20 мм, а узкой 5—7 мм.
Сплавы с узким интервалом кристаллизации (АЛ2, АЛ4, АЛ), АЛ34, АК9, АЛ25, АЛЗО) предрасположены к образованию концентрированных усадочных раковин в тепловых узлах отливок. Для выведения этих раковин за пределы отливок широко используют установку массивных прибылей. Для тонкостенных (4—5 мм) и мелких отливок масса прибыли в 2—3 раза превышает массу отливок, для толстостенных—до 1, 5 раз. Высоту прибыли выбирают в зависимости от высоты отливки. При высоте менее 150 мм высоту прибыли H-приб. принимают равной высоте отливки Нотл. Для более высоких отливок отношение Нприб/Нотл принимают равным 0, 3 0, 5.
Наибольшее применение при литье алюминиевых сплавов находят верхние открытые прибыли круглого или овального сечения; боковые прибыли в большинстве случаев делают закрытыми. Для повышения эффективности работы прибылей их утепляют, заполняют горячим металлом, доливают. Утепление обычно осуществляют наклейкой на поверхность формы листового асбеста с последующей подсушкой газовым пламенем. Сплавы с широким интервалом кристаллизации (АЛ1, АЛ7, АЛ8, АЛ19, АЛЗЗ) склонны к образованию рассеянной усадочной пористости. Пропитка усадочных пор при помощи прибылей малоэффективна. Поэтому при изготовлении отливок из перечисленных сплавов не рекомендуется применять установку массивных прибылей. Для получения высококачественных отливок осуществляют направленную кристаллизацию, широко используя для этой цели установку холодильников из чугуна и алюминиевых сплавов. Оптимальные условия для направленной кристаллизации создает вертикально-щелевая литниковая система. Для предотвращения газовыделения при кристаллизации и предупреждения образования газо-усадочной пористости в толстостенных отливках широко используют кристаллизацию под давлением 0, 4—0, 5 МПа. Для этого литейные формы перед заливкой помещают в автоклавы, заливают их металлом и кристаллизуют отливки под давлением воздуха. Для изготовления крупногабаритных (высотой до 2—3 м) тонкостенных отливок используют метод литья с последовательно направленным затвердеванием. Сущность метода состоит в последовательной кристаллизации отливки снизу вверх. Для этого литейную форму устанавливают на стол гидравлического подъемника и внутрь ее опускают нагретые до 500—700°С металлические трубки диаметром 12—20 мм, выполняющие функцию стояков. Трубки неподвижно закрепляют в литниковой чаше и закрывают отверстия в них стопорами. После заполнения литниковой чаши расплавом стопоры поднимают, и сплав по трубкам поступает в литниковые колодцы, соединенные с полостью литейной формы щелевыми литниками (питателями). После того как уровень расплава в колодцах поднимается на 20—30 мм выше нижнего конца трубок, включают механизм опускания гидравлического стола. Скорость опускания принимают такой, чтобы заполнение формы осуществлялось под затопленный уровень и горячий металл непрерывно поступал в верхние части формы. Это обеспечивает направленное затвердевание и позволяет получать сложные отливки без усадочных дефектов.

Заливку песчаных форм металлом ведут из ковшей, футерованных огнеупорным материалом. Перед заполнением металлом ковши со свежей футеровкой сушат и прокаливают при 780—800°С для удаления влаги. Температуру расплава перед заливкой поддерживаю на уровне 720—780 °С. Формы для тонкостенных отливок заполняют расплавами, нагретыми до 730—750 °С, а для толстостенных до 700—720 °С.
Литье в гипсовые формы
Литье в гипсовые формы применяют в тех случаях, когда к отливкам предъявляются повышенные требования по точности, чистоте поверхности и воспроизведению мельчайших деталей рельефа. По сравнению с песчаными, гипсовые формы обладают более высокой прочностью, точностью размеров, лучше противостоят воздействию высоких температур, позволяют получать отливки сложной конфигурации с толщиной стенок 1, 5 мм по 5—6-му классу точности. Формы изготавливают по восковым или металлическим (латунь, ) хромированным моделям. Модельные плиты выполняют из алюминиевых сплавов. Для облегчения удаления моделей из форм поверхность их покрывают тонким слоем керосиново-стеариновой смазки.
Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80% гипса, 20% кварцевого песка или асбеста и 60—70% воды (от массы сухой смеси). Состав смеси для средних и крупных форм: 30 % гипса, 60 % песка , 10% асбеста, 40—50 % воды. Для замедления схватывания в смесь вводят 1—2 % гашеной извести. Необходимая прочность форм достигается за счет гидратации безводного или полуводного гипса. Для снижения прочности и увеличения газопроницаемости сырые гипсовые формы подвергают гидротермической обработке — выдерживают в автоклаве в течение 6—10 ч под давлением водяного пара 0, 13—0, 14 МПа, а затем в течение суток на воздухе. После этого формы подвергают ступенчатой сушке при 350-500 °С.

Особенностью гипсовых форм является их низкая теплопроводность. Это обстоятельство затрудняет получение плотных отливок из алюминиевых сплавов с широким интервалом кристаллизации. Поэтому основной задачей при разработке литниково-прибыльной системы для гипсовых форм является предотвращение образования усадочных раковин, рыхлот, оксидных плен, горячих трещин и недоливов тонких стенок. Это достигается применением расширяющихся литниковых систем, обеспечивающих низкую скорость движения расплавов в полости формы, направленным затвердеванием тепловых узлов в сторону прибылей с помощью холодильников, увеличением податливости форм за счет повышения содержания кварцевого песка в смеси. Заливку тонкостенных отливок ведут в нагретые до 100—200°С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0, 2 мм. Толстостенные (более 10 мм) отливки получают заливкой форм в автоклавах. Кристаллизация металла в этом случае ведется под давлением 0, 4—0, 5 МПа.
Литье в оболочковые формы
Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы.
Оболочковые формы изготавливают по горячей (250—300 °С) металлической (сталь, ) оснастке бункерным способом. Модельную оснастку выполняют по 4—5-му классам точности с формовочными уклонами от 0, 5 до 1, 5 %. Оболочки делают двухслойными: первый слой из смеси с 6—10 % термореактивной смолы, второй из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92 % воды).
Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 % маршалита и 1, 5 % хлористого алюминия ( твердения). Заливку собранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы.
Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сырые песчаные формы.
Литье по выплавляемым моделям
Литье по выплавляемым моделям применяют для изготовления отливок повышенной точности (3—5-ый класс) и чистоты поверхности (4—6-й класс шероховатости), для которых этот способ является единственно возможным или оптимальным.
Модели в большинстве случаев изготавливают из пастообразных парафиностеариновых (1: 1) составов запрессовкой в металлические пресс-формы (литые и сборные) на стационарных или карусельных установках. При изготовлении сложных отливок размерами более 200 мм во избежание деформации моделей в состав модельной массы вводят вещества, повышающие температуру их размягчения (оплавления).
В качестве огнеупорного покрытия при изготовлении керамических форм используют суспензию из гидролизованного этилсиликата (30—-40 %) и пылевидного кварца (70—60 %). Обсыпку модельных блоков ведут прокаленным песком 1КО16А или 1К025А. Каждый слой покрытия сушат на воздухе в течение 10—12 ч или в атмосфере, содержащей пары аммиака. Необходимая прочность керамической формы достигается при толщине оболочки 4—6 мм (4—6 слоев огнеупорного покрытия). Для обеспечения спокойного заполнения формы применяют расширяющиеся литниковые системы с подводом металла к толстым сечениям и массивным узлам. Питание отливок осуществляют обычно от массивного стояка через утолщенные литники (питатели). Для сложных отливок допускается применение массивных прибылей для питания верхних массивных узлов с обязательным заполнением их из стояка.

Алюминий (Aluminum) - это
Выплавление моделей из форм осуществляют в горячей (85-90°С) воде, подкисленной соляной кислотой (0, 5—1 см3 на литр воды) для предотвращения омыления стеарина. После выплавления моделей керамические формы просушивают при 150—170 °С в течение 1—2 ч, устанавливают в контейнеры, засыпают сухим наполнителем и прокаливают при 600—700 °С в течение 5—8ч. Заливку ведут в холодные и нагретые формы. Температура нагрева (50-300 °С) форм определяется толщиной стенок отливки. Заполнение форм металлом осуществляют обычным способом, а также с использованием вакуума или центробежной силы. Большинство алюминиевых сплавов перед заливкой нагревают до 720—750 °С.
Литье в кокиль
Литье в кокиль — основной способ серийного и массового производства отливок из алюминиевых сплавов, позволяющий получать отливки 4—6-го классов точности с шероховатостью поверхности Rz = 50-20 и минимальной толщиной стенок 3—4 мм. При литье в кокиль наряду с дефектами, обусловленными высокими скоростями движения расплава в полости литейной формы и несоблюдением требований направленного затвердевания (газовая пористость, оксидные плены, усадочная рыхлота), основными видами брака, отливок являются недоливы и трещины. Появление трещин вызывается затрудненной усадкой. Особенно часто трещины возникают в отливках из сплавов с широким интервалом кристаллизации, имеющих большую линейную усадку (1, 25—1, 35 %). Предотвращение образования указанных дефектов достигается различными технологическими приемами.
В случае подвода металла к толстым сечениям должна быть предусмотрена подпитка места подвода установкой питающей бобышки (прибыли). Все элементы литниковых систем располагают по разъему кокиля. Рекомендуются следующие соотношения площадей сечения литниковых каналов: для мелких отливок EFст: EFшл: EFпит = 1: 2: 3; для крупных отливок EFст: EFшл: EFпит = 1: 3: 6.
Для снижения скорости поступления расплава в полость формы применяют изогнутые стояки, сетки из стеклоткани или металла, зернистые фильтры. Качество отливок из алюминиевых сплавов зависит от скорости подъема расплава в полости литейной формы. Эта скорость должна быть, достаточной для гарантированного заполнения тонких сечений отливок в условиях повышенного теплоотвода и в то же время не вызвать недоливов, обусловленных неполным выходом воздуха и газов через вентиляционные каналы и прибыли, завихрений и фонтанирования расплава при переходе из узких сечений в широкие. Скорость подъема металла в полости формы при литье в кокиль принимают несколько большей, чем при литье в песчаные формы. Минимально допустимую скорость подъема рассчитывают по формулам А. А. Лебедева и Н. М. Галдина (см. раздел 5.1, «Литье в песчаные формы»).
Для получения плотных отливок создают, так же как и при литье в песчаные формы, направленное затвердевание путем надлежащего расположения отливки в форме и регулирования теплоотвода. Как правило, массивные (толстые) узлы отливок располагают в верхней части кокиля. Это дает возможность компенсировать сокращение их объема при затвердевании непосредственно из прибылей, установленных над ними. Регулирование интенсивности теплоотвода с целью создания направленного затвердевания осуществляют охлаждением или утеплением различных участков литейной формы. Для местного увеличения теплоотвода широко используют вставки из теплопроводной купрума, предусматривают увеличение поверхности охлаждения кокиля за, счет оребрения, осуществляют локальное охлаждение кокилей сжатым воздухом или водой. Для снижения интенсивности теплоотвода на рабочую поверхность кокиля наносят слой краски толщиной 0, 1—0, 5 мм. На поверхность литниковых каналов и прибылей для этой цели наносят слой краски толщиной 1-1, 5 мм. Замедление охлаждения металла в прибылях может быть достигнуто также за счет местного утолщения стенок кокиля, применения различных малотеплопроводных обмазок и утепления прибылей наклейкой асбеста. Окраска рабочей поверхности кокиля улучшает внешний вид отливок, способствует устранению газовых раковин на их поверхности и повышает стойкость кокилей. Перед окраской кокили подогревают до 100—120 °С. Излишне высокая температура нагрева нежелательна, так как при этом снижаются скорость затвердевания отливок и длительность срока службы кокиля. Нагрев уменьшает перепад температур между отливкой и формой и расширение формы за счет прогрева ее металлом отливки. В результате этого в отливке уменьшаются растягивающие напряжения, вызывающие появление трещин. Однако одного только подогрева формы недостаточно, чтобы устранить возможность возникновения трещин. Необходимо своевременное извлечение отливки из формы. Удалять отливку из кокиля следует раньше того момента, когда температура ее сравняется с температурой кокиля, а усадочные напряжения достигнут наибольшей величины. Обычно отливку извлекают в тот момент, когда она окрепнет настолько, что ее можно перемещать без разрушения (450—500 °С). К этому моменту литниковая система еще не приобретает достаточной прочности и разрушается при легких ударах. Длительность выдержки отливки в форме определяется скоростью затвердевания и зависит от температуры металла, температуры формы и скорости заливки.
Для устранения прилипания металла, повышения срока службы и облегчения извлечения металлические стержни в процессе работы смазывают. Наиболее распространенной смазкой является водно-графитовая суспензия (3—5 % графита).
Части кокилей, выполняющих наружные очертания отливок, изготавливают из серого чугуна . Толщину стенок кокилей назначают в зависимости от толщины стенок отливок в соответствии с рекомендациями ГОСТ 16237—70. Внутренние полости в отливках выполняют с помощью металлических (стальных) и песчаных стержней. Песчаные стержни используют для оформления сложных полостей, которые невозможно выполнить металлическими стержнями. Для облегчения извлечения отливок из кокилей наружные поверхности отливок должны иметь литейный уклон от 30" до 3° в сторону разъема. Внутренние поверхности отливок, выполняемых металлическими стержнями, должны иметь уклон не менее 6°. В отливках не допускаются резкие переходы от толстых сечений к тонким. Радиусы закруглений должны быть не менее 3 мм. Отверстия диаметром более 8 мм для мелких отливок, 10 мм для средних и 12 мм для крупных выполняют стержнями. Оптимальное отношение глубины отверстия к его диаметру равно 0, 7—1.
Воздух и газы выводятся из полости кокиля с помощью вентиляционных каналов, размещаемых в плоскости разъема, и пробок, размещаемых в стенках вблизи глубоких полостей.
В современных литейных цехах кокили устанавливают на однопозиционные или многопозиционные полуавтоматические литейные машины, в которых автоматизированы закрытие и раскрытие кокиля, установка и извлечение стержней, выталкивание и удаление отливки из формы. Предусмотрено также автоматическое регулирование температуры нагрева кокиля. Заливку кокилей на машинах осуществляют с помощью дозаторов.
Для улучшения заполнения тонких полостей кокилей и удаления воздуха и газов, выделяющихся при деструкции связующих, осуществляют вакуумирование форм, заливку их под низким давлением или с использованием центробежной силы.
Литье выжиманием
Литье выжиманием является разновидностью литья в кокиль, Оно предназначено для изготовления крупногабаритных отливок (2500х1400 мм) панельного типа с толщиной стенок 2—3 мм. Для этой цели используют металлические полуформы, которые крепят на специализированных литейно-выжимных машинах с односторонним или двухсторонним сближением полуформ. Отличительной особенностью этого способа литья является принудительное заполнение полости формы широким потоком расплава при сближении полуформ. В литейной форме отсутствуют элементы обычной литниковой системы. Данным способом изготавливают отливки из сплавов АЛ2, АЛ4, АЛ9, АЛ34, имеющих узкий интервал кристаллизации.
Регулирование скорости охлаждения расплава осуществляют нанесением на рабочую поверхность полости форм теплоизоляционного покрытия различной толщины (0, 05—1 мм). Перегрев сплавов перед заливкой не должен превышать 15—20°С над температурой ликвидуса. Длительность сближения полуформ 5-3 с.
Литье под низким давлением
Литье под низким давлением является другой разновидностью литья в кокиль. Оно получило применение при изготовлении крупногабаритных тонкостенных отливок из алюминиевых сплавов с узким интервалом кристаллизации (АЛ2, АЛ4, АЛ9, АЛ34). Так же как и при литье в кокиль, наружные поверхности отливок выполняются металлической формой, а внутренние полости — металлическими или песчаными стержнями.
Для изготовления стержней используют смесь, состоящую из 55% кварцевого песка 1К016А; 13, 5 % полужирного песка П01; 27% пылевидного кварца; 0, 8 % пектинового клея; 3, 2 % смолы М и 0, 5 % керосина. Такая смесь не образует механического пригара. Заполнение форм металлом осуществляют давлением сжатого осушенного воздуха (18—80 кПа), подаваемого на поверхность расплава в тигле, нагретого до 720—750 °С. Под действием этого давления расплав вытесняется из тигля в металл провод, а из него в литниковой системы и далее — в полость литейной формы. Преимуществом литья под низким давлением является возможность автоматического регулирования скорости подъема металла в полости формы, что позволяет получать тонкостенные отливки более качественными, чем при литье под действием силы тяжести.
Кристаллизацию сплавов в форме проводят под давлением 10— 30 кПа до образования твердой корки металла и 50—80 кПа после образования корки.
Более плотные отливки из алюминиевых сплавов получают литьем под низким давлением с противодавлением. Заполнение полости формы при литье с противодавлением осуществляют за счет разницы давлений в тигле и в форме (10—60 кПа). Кристаллизация металла в форме ведется под давлением 0, 4—0, 5 МПа. При этом предотвращается выделение растворенного в металле водорода и образование газовых пор. Повышенное давление способствует лучшему питанию массивных узлов отливок. В остальном технология литья с противодавлением не отличается от технологии литья под низким давлением.
При литье с противодавлением успешно совмещены достоинства литья под низким давлением и кристаллизации под давлением.
Литье под давлением
Литьем под давлением из алюминиевых сплавов АЛ2, АЛЗ, АЛ1, АЛО, АЛ11, АЛ13, АЛ22, АЛ28, АЛ32, АЛ34 изготавливают сложные по конфигурации отливки 1—3-го классов точности с толщиной стенок от 1 мм и выше, литыми отверстиями диаметром до 1, 2 мм, литой наружной и внутренней резьбой с минимальным шагом 1 мм и диаметром 6 мм. Чистота поверхности таких отливок соответствует 5 — 8-му классам шероховатости. Изготовление таких отливок осуществляют на машинах с холодной горизонтальной или вертикальной камерами прессования, с удельным давлением прессования 30— 70 МПа. Предпочтение отдается машинам с горизонтальной камерой прессования.
Размеры и масса отливок ограничиваются возможностями Машин литья под давлением: объемом камеры прессования, удельным давлением прессования (р) и усилием запирания (0). Площадь проекции (F) отливки, литниковых каналов и камеры прессования на подвижную плиту пресс-форма не должна превышать значений, определяемых по формуле F = 0, 85 0/р.
Оптимальные значения уклонов для наружных поверхностей составляют 45°; для внутренних 1°. Минимальный радиус закруглений 0, 5—1мм. Отверстия более 2, 5мм в диаметре выполняются литьем. Отливки из алюминиевых сплавов, как правило, подвергают механической обработке только по посадочным поверхностям. Припуск на обработку назначается с учетом габаритов отливки и составляет от 0, 3 до 1 мм.
Для изготовления пресс-форм применяют различные материалы. Части пресс-форм, соприкасающиеся с жидким металлом, изготавливают из сталей ЗХ2В8, 4Х8В2, 4ХВ2С, плиты крепления и обоймы матриц — из сталей 35, 45, 50, штыри, втулки и направляющие колонки — из стали У8А.
Подвод металла к полости пресс-форм осуществляют с помощью внешних и внутренних литниковых систем. Питатели подводят к участкам отливки, подвергающимся механической обработке. Толщину их назначают в зависимости от толщины стенки отливки в месте подвода и заданного характера заполнения пресс-формы. Эта зависимость определяется отношением толщины Питателя к толщине стенки отливки. Плавное, без завихрений и захвата воздуха, заполнение пресс-форм имеет место, если отношение близко к единице. Для отливок с толщиной стенок до 2 мм. питатели имеют толщину 0, 8 мм; при толщине стенок 3мм. толщина питателей равна 1, 2мм; при толщине стенок 4—6 мм—2 мм.
Для приема первой порции расплава, обогащенного воздушными включениями, вблизи полости пресс-формы располагают специальные резервуары-промывники, объем которых может достигать 20 - 40 % от объема отливки. Промывники соединяют с полостью литейной формы каналами, толщина которых равна толщине питателей. Удаление воздуха и газа из полости пресс-форм осуществляют через специальные вентиляционные каналы и зазоры между стержнями (выталкивателями) и матрицей пресс-формы. Вентиляционные каналы выполняют в плоскости разъема на неподвижной части пресс-формы, а также вдоль подвижных стержней и выталкивателей. Глубина вентиляционных каналов при литье "алюминиевых сплавов принимается равной 0, 05—0, 15 мм, а ширина 10—З0 мм в целях улучшения вентиляции, пресс-форм полости промывщиков тонкими каналами (0, 2—0, 5 мм) соединяют с атмосферой.
Основными дефектами отливок, полученных литьем под давлением, являются воздушная (газовая) подкорковая пористость, обусловленная захватом воздуха при больших скоростях впуска металла в полость формы, и усадочная пористость (или раковины) в тепловых узлах. На образование этих дефектов большое влияние оказывают параметры технологии литья, скорость прессования, давление прессования, тепловой режим пресс-формы.
Скорость прессования определяет режим заполнения пресс-формы. Чем выше скорость прессования, тем с большей скоростью перемещается расплав по литниковым каналам, тем больше скорость впуска расплава в полость пресс-формы. Высокие скорости прессования способствуют лучшему заполнению тонких и удлиненных полостей. Вместе с тем они являются причиной захвата металлом воздуха и образования подкорковой пористости. При литье алюминиевых сплавов высокие скорости прессования применяют лишь при изготовлении сложных тонкостенных отливок. Большое влияние на качество отливок оказывает давление прессования. По мере повышения его увеличивается плотность отливок.
Величина давления прессования ограничивается обычно величиной усилия запирания машины, которое должно превышать давление, оказываемое металлом на подвижную матрицу (рF). Поэтому большой интерес приобретает локальная подпрессовка толстостенных отливок, известная под названием «Асигай-процесс». Малая скорость впуска металла в полость пресс-форм через питатели большого сечения и эффективная подпрессовка кристаллизующегося расплава с помощью двойного плунжера позволяют получать плотные отливки.
На качество отливок существенное влияние оказывают также температуры сплава и формы. При изготовлении толстостенных отливок несложной конфигурации заливку расплава ведут при температуре на 20—30 °С ниже температуры ликвидуса. Тонкостенные отливки требуют применения расплава, перегретого выше температуры ликвидуса на 10—15°С. Для снижения величины усадочных напряжений и предотвращения образования трещин в отливках пресс-формы перед заливкой нагревают. Рекомендуются следующие температуры нагрева:
Толщина стенки отливки, мм 1—2 2—3 3—5 5—8
Температура нагрева
пресс-форм, °С 250—280 200—250 160—200 120—160
Стабильность теплового режима обеспечивают подогревом (электрическим) или охлаждением (водяным) пресс-форм.
Для предохранения рабочей поверхности пресс-форм от налипания и эрозионного воздействия расплава, уменьшения трения при извлечении стержней и облегчения извлечения отливок пресс-формы подвергают смазке. Для этой цели используют жирные (масло с графитом или алюминиевой пудрой) или водные (растворы солей, водные препараты на основе коллоидального графита) смазки.
Существенно повышается плотность отливок из алюминиевых сплавов при литье с вакуумированием пресс-форм. Для этого пресс формы помещают в герметичный кожух, в котором создают необходимое разрежение. Хорошие результаты могут быть получены при использовании «кислородного процесса». Для этого воздух в полости пресс-формы заменяют кислородом. При больших скоростях впуска металла в полость формы, вызывающих захват расплавом кислорода, подкорковая пористость в отливках не образуется, так как весь захваченный кислород расходуется на образование мелкодисперсных оксидов алюминия, не влияющих заметно на механические свойства отливок. Такие отливки можно подвергать термической обработке.
В зависимости от требований технических условий отливки из алюминиевых сплавов могут подвергаться различным видам контроля: рентгеновскому, гаммадефектоскопии или ультразвуковому для обнаружения внутренних дефектов; разметке для определения размерных отклонений; люминесцентному для обнаружения поверхностных трещин; гидро- или пневмоконтролю для оценки герметичности. Периодичность перечисленных видов контроля оговаривается техническими условиями или определяется отделом главного металлурга завода. Выявленные дефекты, если это допускается техническими условиями, устраняют заваркой или пропиткой. Аргонно-дуговую сварку используют для заварки недоливов, раковин, рыхлости трещин. Перед заваркой дефектное место разделывают таким образом, чтобы стенки углублений имели наклон 30 — 42°. Отливки подвергают местному или общему нагреву до 300— 350С. Местный нагрев ведут ацетиленокислородным пламенем, общий нагрев — в камерных печах. Заварку ведут теми же сплавами, из которых изготовлены отливки, с помощью неплавящегося вольфрамового электрода диаметром 2—6 мм при расходе аргона 5— 12 л/мин. Сила сварочного тока составляет обычно 25—40 А на 1 мм диаметра электрода.
Пористость в отливках устраняют пропиткой бакелитовым лаком, асфальтовым лаком, олифой или жидким стеклом. Пропитку ведут в специальных котлах под давлением 490—590 кПа с предварительной выдержкой отливок в разреженной атмосфере (1, 3— 6, 5 кПа). Температуру пропитывающей жидкости поддерживают на уровне 100°С. После пропитки отливки подвергают сушке при 65-200°С, в процессе которой происходит твердение пропитывающей жидкости, и повторному контролю.

Алюминий (Aluminum) - это
Применение алюминия
Широко применяется как конструкционный материал. Основные достоинства алюминия в этом качестве — лёгкость, податливость штамповке, коррозионная стойкость (на воздухе алюминий мгновенно покрывается прочной плёнкой Al2O3, которая препятствует его дальнейшему окислению), высокая теплопроводность, неядовитость его соединений. В частности, эти свойства сделали алюминий чрезвычайно популярным при производстве кухонной посуды, алюминиевой фольги в пищевой промышленности и для упаковки.



Основной недостаток алюминия как конструкционного материала — малая прочность, поэтому для упрочнения его обычно сплавляют с небольшим количеством купрума и магния (сплав называется дюралюминий).
Электропроводность алюминия всего в 1,7 раза меньше, чем у купрума, при этом алюминий приблизительно в 4 раза дешевле за килограмм, но, за счёт в 3,3 раза меньшей плотности, для получения равного сопротивления его нужно приблизительно в 2 раза меньше по весу. Поэтому он широко применяется в электротехнике для изготовления проводов, их экранирования и даже в микроэлектронике при изготовлении проводников в чипах. Меньшую электропроводность алюминия (37 1/ом) по сравнению с купрумом (63 1/ом) компенсируют увеличением сечения алюминиевых проводников. Недостатком алюминия как электротехнического материала является наличие прочной оксидной плёнки, затрудняющей пайку.
Благодаря комплексу свойств широко распространён в тепловом оборудовании.
Алюминий и его сплавы сохраняют прочность при сверхнизких температурах. Благодаря этому он широко используется в криогенной технике.
Высокий коэффициент отражения в сочетании с дешевизной и лёгкостью напыления делает алюминий идеальным материалом для изготовления зеркал.
В производстве строительных материалов как газообразующий агент.
Алитированием придают коррозионную и окалиностойкость стальным и другим сплавам, например клапанам поршневых ДВС, лопаткам турбин, вышкам нефтедобычи, теплообменной аппаратуре, а также заменяют цинкование.
Сульфид алюминия используется для производства сероводорода.
Идут исследования по разработке пенистого алюминия как особо прочного и лёгкого материала.
Как компонент термита, смесей для алюмотермии
Алюминий применяют для восстановления редких металлов из их оксидов или галогенидов.
Алюминий является важным компонентом многих сплавов. Например, в алюминиевых бронзах основные компоненты — медь и алюминий. В магниевых сплавах в качестве добавки чаще всего используется алюминий. Для изготовления спиралей в электронагревательных приборах используют (наряду с другими сплавами) фехраль (Fe, Cr, Al).

кофе из алюминия" height="449" src="/pictures/investments/img920791_21_Klassicheskiy_italyanskiy_proizvoditel_kofe_iz_alyuminiya.jpg" title="21. Классический итальянский производитель кофе из алюминия" width="376" />
Когда алюминий был очень дорог, из него делали разнообразные ювелирные предмета торговли. Так, Наполеон III заказал алюминиевые пуговицы, а Дмитрию Ивановичу Менделееву в 1889 г. были подарены весы с чашами из золота и алюминия. Мода на них сразу прошла, когда появились новые технологии (разработки) его получения, во много раз снизившие себестоимость . Сейчас алюминий иногда используют в производстве бижутерии.


В Японии алюминий используется в производстве традиционных украшений, заменяя .
Алюминий и его соединения используются в качестве высокоэффективного ракетного горючего в двухкомпонентных ракетных топливах и в качестве горючего компонента в твёрдых ракетных топливах. Следующие соединения алюминия представляют наибольший практический интерес как ракетное горючее:
Порошковый алюминий как горючее в твердых ракетных топливах. Применяется также в виде порошка и суспензий в углеводородах.
Гидрид алюминия.
Боранат алюминия.
Триметилалюминий.
Триэтилалюминий.
Трипропилалюминий.
Триэтилалюминий (обычно, совместно с триэтилбором) используется также для химического зажигания (то есть, как пусковое горючее) в ракетных двигателях, так как самовоспламеняется в газообразном кислороде.
Отличается незначительным токсическим действием, но многие растворимые в воде неорганические соединения алюминия сохраняются в растворённом состоянии длительное время и могут оказывать вредное воздействие на человека и теплокровных животных через питьевую воду. Наиболее ядовиты хлориды, нитраты, ацетаты, сульфаты и др. Для человека токсическое действие при попадании внутрь оказывают следующие дозы соединений алюминия (мг/кг массы тела):
ацетат алюминия — 0,2-0,4;
гидроксид алюминия — 3,7-7,3;
алюминиевые квасцы — 2,9.
В первую очередь действует на нервную систему (накапливается в нервной ткани, приводя к тяжёлым расстройствам функции ЦНС). Однако свойство нейротоксичности алюминия стали изучать с середины 1960-х годов, так как накоплению металла в организме человека препятствует механизм его выведения. В обычных условиях с мочой может выделяться до 15 мг элемента в сутки. Соответственно, наибольший негативный эффект наблюдается у людей с нарушенной выделительной функцией почек.
По некоторым биологическим исследованиям поступление алюминия в организм человека было сочтено фактором в развитии болезни Альцгеймера, но эти исследования были позже раскритикованы и вывод о связи одного с другим опровергался.
еохимические черты алюминия определяются его большим сродством к кислороду (в минералах алюминий входит в кислородные октаэдры и тетраэдры), постоянной валентностью (3), слабой растворимостью большинства природных соединений. В эндогенных процессах при застывании магмы и формировании изверженных пород алюминий входит в кристаллическую решетку полевых шпатов, слюд и других минералов - алюмосиликатов. В биосфере Алюминий- слабый мигрант, его мало в организмах и гидросфере. Во влажном климате, где разлагающиеся остатки обильной растительности образуют много органических кислот, алюминий мигрирует в почвах и водах в виде органоминеральных коллоидных соединений; алюминий адсорбируется коллоидами и осаждается в нижней части почв. Связь алюминия с кремнием частично нарушается и местами в тропиках образуются минералы - гидрооксиды Алюминия- бемит, диаспор, гидраргиллит. Большая же часть алюминия входит в состав алюмосиликатов - каолинита, бейделлита и других глинистых минералов. Слабая подвижность определяет остаточное накопление алюминия в коре выветривания влажных тропиков. В результате образуются элювиальные бокситы. В прошлые геологические эпохи бокситы накапливались также в озерах и прибрежной зоне морей тропических областей (например, осадочные бокситы Казахстана). В степях и пустынях, где живого вещества мало, а воды нейтральные и щелочные, алюминий почти не мигрирует. Наиболее энергична миграция алюминия в вулканических областях, где наблюдаются сильнокислые речные и подземные воды, богатые алюминием. В местах смещения кислых вод с щелочными - морскими (в устьях рек и других), алюминий осаждается с образованием бокситовых месторождений.
Алюминий входит в состав тканей животных и растений; в органах млекопитающих животных обнаружено от 10-3 до 10-5% алюминия (на сырое вещество). Алюминий накапливается в печени, поджелудочной и щитовидной железах. В растительных продуктах содержание алюминия колеблется от 4 мг на 1 кг сухого вещества (картофель) до 46 мг (желтая репа), в продуктах животного происхождения - от 4 мг (мед) до 72 мг на 1 кг сухого вещества (). В суточном рационе человека содержание алюминия достигает 35-40 мг. Известны организмы - концентраторы алюминия, например, плауны (Lycopodiaceae), содержащие в золе до 5,3% алюминия, моллюски (Helix и Lithorina), в золе которых 0,2-0,8% алюминия. Образуя нерастворимые соединения с фосфатами, алюминий нарушает питание растений (поглощение фосфатов корнями) и животных (всасывание фосфатов в кишечнике).
Главный приобретатель — авиация. Самые высоконагруженные элементы самолета (обшивка, силовой подкрепляющий набор)— из дюралюминия. И в космос этот сплав взяли. И даже на Луну он попал и вернулся на Землю. И станции «Луна», «Венера», «Марс», созданные конструкторами бюро, которое долгие годы возглавлял Георгий Николаевич Бабакин (1914—1971), не могли обойтись без сплавов алюминия.
Сплавы системы алюминий — марганец и алюминий — магний (АМц и АМг) — основной материал корпусов быстроходных «ракет» и «метеоров» — судов на подводных крыльях.
Но не только в космосе, авиации, на морском и речном транспорте используются алюминиевые сплавы. Алюминий занимает прочные позиции и в наземном транспорте. О широком применении алюминия в автомобилестроении говорят такие данные. В 1948 г. на один использовали 3,2 кг алюминия, в 1958 г.— 23,6, в 1968 г.— 71,4, а сегодня эта цифра превышает 100 кг. Появился алюминий и на железнодорожном транспорте. А суперэкспресс «Русская тройка» более чем на 50 % изготовлен из алюминиевых сплавов.
Все шире применяется алюминий в строительстве. В новых зданиях часто используются прочные и легкие балки, перекрытия, колонны, перила, ограждения, элементы вентиляционных систем, выполненные из сплавов на основе алюминия. В последние годы алюминиевые сплавы вошли в строительство многих общественных зданий, спортивных комплексов. Есть попытки использования алюминия в качестве кровельного материала. Такой кровле не страшны примеси углекислоты соединений серы, соединений азота и других вредных примесей, чрезвычайно усиливающих атмосферную коррозию кровельного железа.
В качестве литейных сплавов применяют силумины — сплавы системы алюминий — кремний. Такие сплавы обладают хорошей жидко-текучестью, дают малые усадку и ликвацию (неоднородность) в отливках, что позволяет получить методом литья сложнейшие по конфигураци детали, например корпуса двигателей, крыльчатки насосов, корпуса приборов, блоки двигателей внутреннего сгорания, поршни, головки и рубашки цилиндров поршневых двигателей.
Борьба за снижение стоимости алюминиевых сплавов также увенчалась успехом. Например, силумин в 2 раза дешевле алюминия. Обычно наоборот — сплавы дороже (чтобы получить сплав, необходимо получить чистую основу, а затем легированием — сплав). Советские металлурги на Днепропетровском алюминиевом заводе в 1976 г. освоили выплавку силуминов непосредственно из алюмосиликатов.
Давно известен алюминий в электротехнике. Однако до недавнего времени область применения алюминия была ограничена линиями электропередачи и в редких случаях силовыми кабелями. В кабельной промышленности господствовали медь и свинец . Токопроводящие элементы конструкции кабелей были выполнены из купрума, а металлическая оболочка — из свинца или сплавов на основе свинца. Многие десятки лет (впервые свинцовые оболочки для защиты кабельных жил были предложены в 1851 г.) был единственным металлическим материалом для кабельных оболочек. Он прекрасен в этой роли, но не без недостатков — высокая плотность, невысокая прочность и дефицитность; это только основные из них, которые заставили человека искать другие металлы, способные достойно заменить свинец.
Им оказался алюминий. Началом его службы в этой роли можно считать 1939 г., а работы были начаты в 1928 г. Однако серьезный сдвиг в использовании алюминия в кабельной технике произошел в 1948 г., когда была разработана и освоена технология изготовления алюминиевых оболочек.
Медь тоже долгие десятилетия была единственным металлом для изготовления токоведущих жил. Исследования материалов, которые могли бы заменить медь, показали, что таким металлом должен и может быть алюминий. Итак, взамен двух металлов, по существу различных назначений, в кабельную технику вошел алюминий.
Такая замена имеет ряд преимуществ. Во-первых, возможность использования алюминиевой оболочки в качестве нулевого проводника— это значительная экономия металла и снижение массы. Во-вторых,— более высокая прочность. В-третьих,— облегчение монтажа, уменьшение транспортных расходов, уменьшение стоимости кабеля и т. п.
Алюминиевые провода применяются и для воздушных линий электропередачи. Но потребовалось много усилий, времени, чтобы выполнить равноценную замену. Вариантов разработано много, и используются они исходя из конкретной обстановки. [Изготовляются алюминиевые провода повышенной прочности и повышенного сопротивления ползучести, что достигается легированием магнием до 0,5 %, кремнием до 0,5%, железом до 0,45%, закалкой и старением. Находят применение сталеалюминиевые провода, особенно для Выполнения больших пролетов, необходимых в местах пересечения линиями электропередачи различных препятствий. Имеются пролеты более 1500 м, например, при пересечении рек.
Алюминий в технике передачи электричества на большие расстояния используют не только как проводниковый материал. Полтора десятка лет назад сплавы на основе алюминия начали применяться для изготовления опор линий электропередачи. Впервые они были сооружены в нашей стране на Кавказе. Они легче стальных примерно в 2,5 раза и не требуют защиты от коррозии. Таким образом, один и тот же металл вытеснил железо, медь и свинец в электротехнике и технике передачи электричества.
И так или почти так было в других областях техники. В нефтяной, газовой и химической промышленности хорошо зарекомендовали себя емкости, трубопроводы и другие сборочные единицы, выполняемые из сплавов алюминия. Они вытеснили многие коррозионностойкие металлы и материалы, например емкости из железоуглеродистых сплавов, эмалированные внутри для хранения агрессивных жидкостей (трещина в слое эмали этой дорогостоящей конструкции могла привести к потерям или даже к аварии).
Свыше 1 млн. т алюминия расходуется в мире ежегодно на производство фольги. Толщина фольги в зависимости от ее назначения бывает в пределах 0,004—0,15 мм. Применение ее исключительно разнообразное. Она используется для упаковки различных пищевых и промышленных товаров — шоколад, конфеты, лекарства, косметика, фототовары и т.д.
Применяется фольга и как конструкционный материал. Есть группа газонаполненных пластмасс — сотопластмассы — ячеистые материалы с системой регулярно повторяющихся ячеек правильной геометрической формы, стенки которых изготовляются из алюминиевой фольги.


Энциклопедия Брокгауза и Ефрона
Тип урока . Комбинированный.
Задачи:
Образовательные:
1. Актуализировать знания учащихся о строении атома, физических смыслах порядкового номера, номера группы, номера периода на примере алюминия.
2. Сформировать у учащихся знания о том, что алюминию в свободном состоянии присущи особые, характерные физические и химические свойства.
Развивающие:
1. Возбудить интерес к изучению науки путем предоставления кратких исторических и научных сообщений о прошлом, настоящем и будущем алюминия.
2. Продолжить формирование исследовательских навыков учащихся при работе с литературой, выполнением лабораторной работы.
3. Расширить понятие амфотерности раскрытием электронного строения алюминия, химических свойств его соединений.
Воспитательные:
1. Воспитывать бережное отношение к окружающей среде, предоставляя сведения о возможном использовании алюминия вчера, сегодня, завтра.
2. Формировать умения работать коллективом у каждого учащегося, считаться с мнением всей группы и отстаивать свое корректно, выполняя лабораторную работу.
3. Знакомить учащихся с научной этикой, честностью и порядочностью естествоиспытателей прошлого, предоставляя сведения о борьбе за право быть первооткрывателем алюминия.
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛЛА по темам щелочные и щелочноземельные М (ПОВТОРЕНИЕ):
Какое количество электронов на внешнем энергетическом уровне щелочных и щелочноземельных М?
Какие продукты образуются при взаимодействии с кислородом натрия или калия? (пероксид), способен ли литий в реакции с кислородом давать пероксид? (нет, в результате реакции образуется оксид лития.)
Как получают оксиды натрия и калия? (прокаливанием пероксидов с соответствующими Ме, Пр: 2Na+Na 2 O 2 =2Na 2 O).
Проявляют ли щелочные и щелочноземельные металлы отрицательные степени окисления? (нет, не имеют, так как являются сильными восстановителями.).
Как изменяется радиус атома в главных подгруппах (сверху вниз) Переодической системы? (увеличивается), с чем это связано? (с увеличением числа энергетических уровней).
Какие из изученных нами групп металлов легче воды? (у щелочных).
При каких условиях идет образование гидридов у щелочноземельных металлов? (при высоких температурах).
Какое вещество кальций или магний активнее реагирует с водой? (более активно реагирует кальций. Магний активно реагирует с водой только при нагревании ее до 100 0 С).
Как изменяется растворимость гидроксидов щелочноземельных металлов в воде, в ряду от кальция до бария? (растворимость в воде увеличивается).
Расскажите про особенности хранения щелочных и щелочноземельных металлов, почему их хранят именно так? (т.к. данные металлы очень реакциоспособны, то их хранят в таре под слоем керосина).
КОНТРОЛЬНАЯ РАБОТА по темам щелочные и щелочноземельные М:
КОНСПЕКТ УРОКА (ИЗУЧЕНЕ НОВОГО МАТЕРИАЛА):
Учитель: Здравствуйте ребята, сегодня мы с вами переходим к изучению IIIА подгруппы. Перечислите элементы расположенные в IIIА подгруппе?
Обучаемые: Она включает в себя такие элементы как бор, алюминий, галлий, индий и таллий.
Учитель: Какое число электронов они содержат на внешнем энергетическом уровне, степени окисления?
Обучаемые: Три электрона, степень окисления +3, хотя для таллия более устойчивой является степень окисления +1.
Учитель: Металлические свойства элементов подгруппы бора выражены значительно слабее, чем у элементов подгруппы бериллия. Бор является неМ. В дальнейшем внутри подгруппы с возрастанием заряда ядра М свойства усиливаются. А l – уже М, но не типичный. Его гидроксид обладает амфотерными свойствами.
Из М главной подгруппы III группы наибольшее значение имеет алюминий, свойства которого мы изучим подробно. Он интересен нам потому, что является переходным элементом.
ЧТО ТАКОЕ АЛЮМИНИЙ
Лёгкий, прочный, стойкий к коррозии и функциональный – именно это сочетание качеств сделало алюминий главным конструкционным материалом нашего времени. Алюминий есть в домах, в которых мы живем, автомобилях, поездах и самолетах, на которых мы преодолеваем расстояния, в мобильных телефонах и компьютерах, на полках холодильников и в современных интерьерах. А ведь еще 200 лет назад об этом металле мало что было известно.
«То, что казалось несбыточным на протяжении веков, что вчера было лишь дерзновенной мечтой, сегодня становится реальной задачей, а завтра - свершением».
Сергей Павлович Королев
учёный, конструктор, основоположник практической космонавтики
Алюминий – серебристо-белый металл, 13-й элемент периодической таблицы Менделеева. Невероятно, но факт: алюминий – самый распространенный металл на Земле, на него приходится более 8% всей массы земной коры, и это третий по распространенности химический элемент на нашей планете после кислорода и кремния.
При этом алюминий не встречается в природе в чистом виде из-за своей высокой химической активности. Вот почему мы узнали о нем относительно недавно. Формально алюминий был получен лишь в 1824 году, и прошло еще полвека, прежде чем началось его промышленное производство.
Чаще всего в природе алюминий встречается в составе квасцов . Это минералы, объединяющие в себе две соли серной кислоты: одну на основе щелочного металла (лития, натрия, калия, рубидия или цезия), а другую – на основе металла третьей группы таблицы Менделеева, преимущественно алюминия.
Квасцы и сегодня применяют при очистке воды, в кулинарии, медицине, косметологии, в химической и других отраслях промышленности. Кстати, свое имя алюминий получил как раз благодаря квасцам, которые на латыни назывались alumen.

Корунд
Рубины, сапфиры, изумруды и аквамарин являются минералами алюминия.
Первые два относятся к корундам – это оксид алюминия (Al 2 O 3) в кристаллической форме. Он обладает природной прозрачностью, а по прочности уступает только алмазам. Пуленепробиваемые стекла, иллюминаторы в самолетах, экраны смартфонов производятся именно с применением сапфира.
А один из менее ценных минералов корунда – наждак используется как абразивный материал, в том числе для создания наждачной бумаги.

На сегодняшний день известно почти 300 различных соединений и минералов алюминия – от полевого шпата, являющегося основным породообразующим минералом на Земле, до рубина, сапфира или изумруда, уже не столь распространенных.

Ханс Кристиан Эрстед (1777–1851) – датский физик, почетный член Петербургской академии наук (1830). Родился в городе Рудкёрбинге в семье аптекаря. В 1797 году окончил Копенгагенский университет, в 1806 – стал профессором.
Но каким бы распространенным ни был алюминий, его открытие стало возможным только, когда в распоряжении ученых появился новый инструмент, позволяющий расщеплять сложные вещества на простые, – электрический ток .
И в 1824 году с помощью процесса электролиза датский физик Ханс Кристиан Эрстед получил алюминий. Он был загрязнен примесями калия и ртути, задействованных в химических реакциях, однако это был первый случай получения алюминия.
Используя электролиз, алюминий производят и в наши дни.
Сырьем для производства алюминия сегодня служит еще одна распространенная в природе алюминиевая руда – бокситы
. Это глинистая горная порода, состоящая из разнообразных модификаций гидроксида алюминия с примесью оксидов железа, кремния, титана, серы, галлия, хрома, ванадия, карбонатных солей кальция, железа и магния – чуть ли не половины таблицы Менделеева. В среднем из 4-5 тонн бокситов производится 1 тонна алюминия.
Бокситы
Бокситы в 1821 году открыл геолог Пьер Бертье на юге Франции. Порода получила свое название в честь местности Ле-Бо (Les Baux), где была найдена. Около 90% мировых запасов бокситов сосредоточено в странах тропического и субтропического поясов – в Гвинее, Австралии, Вьетнаме, Бразилии, Индии и на Ямайке.

Из бокситов получают глинозем . Это оксид алюминия Al 2 O 3 , который имеет форму белого порошка и из которого путем электролиза на алюминиевых заводах производят металл.
Производство алюминия требует огромного количества электроэнергии. Для производства одной тонны металла необходимо около 15 МВт*ч энергии – столько потребляет 100-квартирный дом в течение целого месяца.Поэтому разумнее всего строить алюминиевые заводы поблизости от мощных и возобновляемых источников энергии. Самое оптимальное решение – гидроэлектростанции , представляющие самый мощный из всех видов «зеленой энергетики».
Свойства алюминия
Алюминий имеет редкое сочетание ценных свойств. Это один из самых легких металлов в природе: он почти в три раза легче железа, но при этом прочен, чрезвычайно пластичен и не подвержен коррозии, так как его поверхность всегда покрыта тончайшей, но очень прочной оксидной пленкой. Он не магнитится, отлично проводит электрический ток и образует сплавы практически со всеми металлами.

Легкий
В три раза легче железа

Прочный
Сравним по прочности со сталью

Пластичный
Поддается всем видам механической обработки

Нет коррозии
Тонкая оксидная пленка защищает от коррозии
Алюминий легко обрабатывается давлением, причем как в горячем, так и в холодном состоянии. Он поддается прокатке, волочению, штамповке. Алюминий не горит, не требует специальной окраски и не токсичен в отличие от пластика.
Очень высока ковкость алюминия: из него можно изготовить листы толщиной всего 4 микрона и тончайшую проволоку. А сверхтонкая алюминиевая фольга втрое тоньше человеческого волоса. Кроме того, по сравнению с другими металлами и материалами он более экономичен.
Высокая способность к образованию соединений с различными химическими элементами породила множество сплавов алюминия. Даже незначительная доля примесей существенно меняет характеристики металла и открывает новые сферы для его применения. Например, сочетание алюминия с кремнием и магнием в повседневной жизни можно встретить буквально на дороге – в форме литых колесных дисков, двигателей, в элементах шасси и других частей современного автомобиля. А если добавить в алюминиевый сплав цинк, то, возможно, вы сейчас держите его в руках, ведь именно этот сплав используется при производстве корпусов мобильных телефонов и планшетов. Тем временем ученые продолжают изобретать новые и новые алюминиевые сплавы.
Запасы алюминия
Около 75% алюминия, выпущенного за все время существования отрасли, используется до сих пор.
В статье использованы фотоматериалы © Shutterstock и © Rusal.
Вам также будет интересно:

Часто женщины за несколько месяцев заранее записываются в салоны красоты для проведения...

В каждом десятом случае беременности ставится диагноз - задержка внутриутробного развития...

Рваные джинсы - тенденция не новая. Это скорее доказательство того, что мода циклична....

22.11.2019
Желанными друзьями девушек являются бриллианты. Однако, без роскошных, богатых...

При выборе одежды мужчине в первую очередь нужно определиться со стилем, чтобы составлять...

